
Fターム[4F205HC01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969)
Fターム[4F205HC01]の下位に属するFターム
一方向性の繊維(引き揃えたもの) (586)
撚糸(ヤーン) (17)
多方向繊維からなるもの (345)
異種状態の繊維からなるもの (7)
Fターム[4F205HC01]に分類される特許
1 - 14 / 14
ゴムシートの製造方法
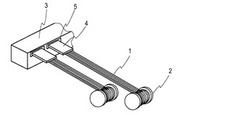
【課題】ゴムシート製造工程中のインシュレーション処理のインサータ通線を容易にし、作業性良くゴムシートを製造することができるゴムシートの製造方法を提供する。
【解決手段】1つの巻付け部材2に巻き付けられた複数本のスチールワイヤ1を束ねた後にゴムをコーティングするゴムシートの製造方法である。複数本のスチールワイヤ1を重なり合うことなく並列に密着させ、複数本のスチールワイヤ1の端部側の少なくとも一部を固定する固定部4を有する。固定手段としてはハンダ、接着剤および通電加熱が好適である。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体

【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】ライナ等の被巻回部材の周囲に繊維束を平滑に巻回できるようにする。
【解決手段】繊維給糸口81を、軸回りに相対回転する被巻回部材20の軸方向に相対移動させ、繊維給糸口81から繊維束70を給糸して被巻回部材20の周囲に巻回するフィラメントワインディングの際、被巻回部材20の周囲に既に巻回された繊維束70を検出し、該検出結果に基づき、当該繊維束70の次に巻回する繊維束70の位置を制御する。繊維束70を検出する繊維束検出部82は、例えば、既に巻回された繊維束70を色により識別して検出するもの、あるいは、既に巻回された繊維束70の側部が形成する段差70gを検出するものである。
(もっと読む)
高圧縮率を有する折り畳みコアおよびそれから製造された物品
本発明は、高圧縮率を有する折り畳みモザイク式コア構造に関する。コア構造は、不織シートと、硬化樹脂および不織シートの合わせた重量の百分率としての硬化樹脂の重量が少なくとも50パーセントであるような量の硬化樹脂とを含む。不織シートは、さらに、少なくとも200グラム/デニール(180グラム/デシテックス)のモジュラスおよび少なくとも10グラム/デニール(9グラム/デシテックス)の靭性を有する繊維を含み、樹脂による含浸の前に、不織シートは、式Dp=K×((dr×(100−%r)/%r)/(1+dr/ds×(100−%r)/%r)から計算される見掛け密度を有し、式中、Dpは含浸前のシートの見掛け密度であり、drは硬化樹脂の密度であり、dsは含浸前のシート中の固体材料の密度であり、%rは最終コア構造中の重量%単位での硬化樹脂含量であり、Kは1.0〜1.5の値を有する数である。さらに、樹脂による含浸前の不織シートのGurley多孔度は、30秒/100ミリリットル以下である。また本発明は、このような折り畳みコアを組み込んだ複合構造にも関する。 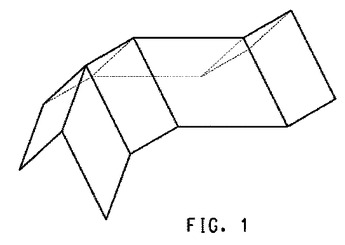 (もっと読む)
(もっと読む)
繊維強化プラスチック
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】積層した強化繊維束21からなる強化繊維織物20に、樹脂30を含浸した繊維強化プラスチック10であって、前記繊維強化プラスチック10の表層部11は、バネ性を有する形状に屈曲した強化繊維40に樹脂30が含浸されてなる。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維強化複合材料成形装置において、一方の繊維束における端部と、他方の繊維束における端部とを重ね合わせて接合された長尺繊維束を、より均一に積層して繊維強化複合材料を成形することである。
【解決手段】成形中の繊維束14における端部と、新品の繊維束44における端部とを重ね合わせて、重ね合わせた繊維を絡ませて接合し、長尺繊維束48として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との接合部46は、成形中の繊維束14における端部と、新品の繊維束44における端部とから、各々端部の繊維量に対して所定量の繊維を切断し、所定量の繊維が切断された各々端部を重ね合わせて、重ね合わせた繊維を気体流で絡ませて形成される。そして、各々端部の繊維量に対して2分の1の繊維を切断することが好ましい。
(もっと読む)
強化材層の成長による複合材の製造方法及び関連機器
2層以上の強化材の層を現場で(in-situ)成長させること、及び、各層を次の層を成長させる前にマトリックスで含浸することを含む、複合材の製造方法。強化材の層は化学蒸着法によって形成されうる。この方法は、所望の形状及び物性を有する部品を形成するためのアディティブ層製造技術として使用できる。 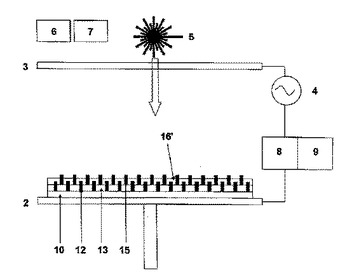 (もっと読む)
(もっと読む)
フィラメントワインディング装置
【課題】回転部材の表面に均一厚の繊維束を巻付けることができるフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16を回転させながら、複数の繊維束fを束ねた繊維束Fをワーク16に巻付けるフィラメントワインディング装置において、複数のボビン(繊維供給体)Bと、前記ボビンBからワーク16に前記繊維束fを送り出すローラ50と、を備え、該ローラ50は、回転軸方向に沿って交互に並ぶ少なくとも2つの凸部52と1つの凹部51が設けられている。
(もっと読む)
プリプレグトウおよび/またはプリプレグの製造方法
【課題】繊維強度発現率の優れた圧力容器又は複合管状体を得ること。
【解決手段】少なくとも1種の強化繊維を、熱硬化性樹脂、および水性媒体を含む水性組成物と接触させて、コーティングされた繊維を形成する段階と、前記コーティングされた繊維から前記水性媒体を蒸発させる段階とを含む製造方法で製造されたプリプレグトウおよび/またはプリプレグを用いる。
(もっと読む)
湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置
【課題】湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供する。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
(もっと読む)
長繊維強化樹脂構造物製造用の撚りがかけられた連続繊維束パッケージの巻取り装置、撚りがかけられた連続繊維束パッケージ及び長繊維強化樹脂構造物の製造方法
【課題】 樹脂含浸装置に繊維束を供給し、これに樹脂を均一に含浸させて高強度かつ安定した物性の繊維強化樹脂構造物を、連続的に製造する。
【解決手段】 軸方向に往復動可能で回転しない柱状の巻取り芯4、巻取り芯4の軸と同軸に設けられ、巻取り芯4の周りを回転可能な孔空き盤2、及び孔空き盤2の一方の面2s上に設けられ、面2sに直角に自転軸を有し、該孔空き盤2に対して自転可能な案内装置3からなり、撚りのない連続繊維束を案内装置3に供給し、孔空き盤2を巻取り芯4の周りに回転させ、案内装置3を、孔空き盤2が1回転する間に孔空き盤2の回転方向と逆方向に1回、自転させながら、案内装置3から出た連続繊維束を柱状巻取り芯4に巻取り、逆撚りがかけられた連続繊維束パッケージを得る。
(もっと読む)
湾曲したFRP桁材用の強化繊維プリフォームの製作方法
【課題】従来の湾曲した強化繊維プリフォームの製作方法では、長手方向において強化繊維層の不連続部位が発生したり、繊維配列に乱れが発生してしまう。
【解決手段】製作目的の強化繊維プリフォームの中心軸の描く曲線に一致する中心軸M1を有するマンドレル1を製作するマンドレル製作工程(ステップ101)と、ブレイダー2による組糸Yの組位置Pを通過するように、湾曲したマンドレル1を移動させて、このマンドレル1上に筒状組物3を製作する組物製作工程(102)と、筒状組物3を中心軸方向に沿って切断して分割し、断面形状が中心軸方向で同一となる一対のC型基材11・12を製作するC型基材製作工程(ステップ104)と、C型基材製作工程で製作された一対のC型基材11・12を、背面11a・12a同士で重ね合わせて仮固定して、H型基材20を製作する重合基材製作工程(ステップ105)と、を備えるものとする。
(もっと読む)
コード−ゴムコーティング反の製造方法
【課題】簡単な工程で、得られるコード−ゴムコーティング反の反りの発生が効果的に抑制され、製造適性に優れたコード−ゴムコーティング反の製造方法を提供する。
【解決手段】複数のリール10に巻き付けられた複数本のスチールコード12A、12B、12C、12Dを引き出し、整列させてゴムで被覆するコード−ゴムコーティング反の製造方法であって、複数のリールから引き出された複数本のスチールコード12A、12B、12C、12Dの一部を、他のスチールコードと異なる曲がり状態で固定化する工程を含むことを特徴とする。この工程は、例えば、複数本のスチールコード12A、12B、12C、12Dを引き出し、台20上に配置してコード曲がりを下向きにそろえる工程と、曲がりを下向きにそろえたコードの一部12B、12Dを横棒24を用いて上向きに反らせて一部のコードの曲がり方向を異なる方向にした後、全てのコードを固定プレート28で押さえ、コードの曲がり方向が互いに異なる状態のままゴムプレート30で固定化することで実施される。
(もっと読む)
ゴムシートの製造方法
【課題】 櫛歯ロールからのスチールワイヤの飛び出しを抑制して、作業性よくゴムシートを製造する。
【解決手段】 複数本のスチールワイヤ12を束ねてガイド板20に引き揃え、次いで櫛歯ロール22に導いた後にカレンダー処理を施してゴムシート26を製造する方法であって、前記複数のスチールワイヤ12を前記櫛歯ロール22に導く前に、該複数本のスチールワイヤ12の端部側の少なくとも一部に対して撚り合わせを行う。
(もっと読む)
1 - 14 / 14
[ Back to top ]