
Fターム[4F205HC13]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248) | ポリエステル繊維 (22)
Fターム[4F205HC13]に分類される特許
1 - 20 / 22
織物基材及び繊維強化複合材料
【課題】強化繊維のクリンプが無く、しかも形態保持性及び賦形性が良く繊維強化複合材料の強化繊維基材に適した織物基材を提供する。
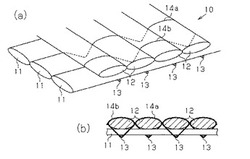
【解決手段】織物基材10は、繊維束からなり互いに平行に配列された複数の強化繊維用経糸11と、繊維束からなり互いに平行にかつ強化繊維用経糸11と交差する方向に配列された複数の強化繊維用緯糸12とを備えている。強化繊維用緯糸12より細い糸条からなり、強化繊維用緯糸12と同方向に延びる補助緯糸13は、強化繊維用経糸11に対して強化繊維用緯糸12の反対側に配列されている。強化繊維用経糸11より細い糸条からなる補助経糸14a,14bは、強化繊維用経糸11と同方向に延びかつ強化繊維用経糸11同士の間に配列され、強化繊維用緯糸12に係合した状態での折り返し及び補助緯糸13に係合した状態での折り返しが混在した状態で配列されている。
(もっと読む)
有機繊維ランダムマット及びこれを用いた繊維複合材料

【課題】特に耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維長5〜300mmの有機強化繊維と、マトリクス樹脂となる熱可塑性樹脂とを含み、有機強化繊維は、目付けが25〜3000g/m2であり、繊度100〜10000dtexの有機強化繊維束(A)と繊度100dtex未満の有機強化繊維(B)とから構成され、該有機強化繊維束(A)の有機強化繊維全量に対する割合が25Vol%以上90Vol%未満であるランダムマット。
(もっと読む)
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
繊維プリフォーム、繊維強化コンポジットおよびその製造方法
【課題】織り繊維プリフォーム(100,200)、プリフォーム(100,200)を組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォーム(100,200)は、多数のたておよびよこの糸あるいはファイバを含む。それらの糸あるいはファイバは、織り込むことにより、連続的ならせんファブリック(50)を形成する。らせんファブリック(50)は、アルキメデスらせんの形をとる。プリフォーム(100,200)のよこ糸は、一様なあるいは可変性のひピッチ、または一様なあるいは可変性の分離角度をもつ。アルキメデスらせんのらせんファブリック(50)は、集合あるいは巻くことにより、円錐形シェル構造を形成する。その構造は、スピンナあるいは出口コーンの一部になり得る。らせんファブリック(50)は、差動テークアップ機構を備える織機で織り得る。
(もっと読む)
自動車パネル用成型製品
ポリアミドマトリックスおよび強化繊維からなる少なくとも1つのポリアミド強化層を含む複合材成型製品であって、該ポリアミド強化層が、加圧蒸気工程を使用した固化のために多孔質であることを特徴とする、複合材成型製品。  (もっと読む)
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
FRP筒体
【課題】高強度、高剛性で、しかも外観に優れるFRP筒体を提供する。
【解決手段】プルワインド法において、マンドレルの先端部から繊維軸が筒軸方向の強化繊維層と、繊維軸が筒軸方法に対し+θ°及び−θ°をなす強化繊維層との少なくとも3層の強化層を連続的に成形しながら他端に引き抜いていく中で、比較的粘度の低いシクロオレフィンモノマーと重合触媒とを含んでなる成形用組成物を含浸させ、硬化して得ることができるFRP筒体。
(もっと読む)
航空機用スキッドレール及びその製造方法
【課題】 耐摩耗性及び加工性に優れた航空機用スキッドレール及びその製造方法を提供する。
【解決手段】 (i) 航空機の胴体下腹部に接合される長板部21、及びその長手方向に一体的に隔設されたボス部22a〜22iを有する基部2と、(ii) レール状一体構造物を形成するように、ボス部22a〜22iの間に接着された芯部3a〜3hと、(iii) ボス部22a〜22i及び芯部3a〜3hを被覆する外皮部4とを有し、基部2及び外皮部4がガラス繊維及び/又は炭素繊維の布基材を含む第一の繊維強化プラスチックからなり、芯部3a〜3hが前記第一の繊維強化プラスチック中の繊維より高い耐摩耗性を有する繊維の布基材を含む第二の繊維強化プラスチックからなる航空機用スキッドレール。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外側に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後にゴムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
繊維強化樹脂複合材料及びそれを成形してなる成形品
【課題】軽量かつ耐衝撃性、材料の飛散防止性能に優れると共に、プレス成形が困難な凹凸の多い成形品等を成形する際の賦形性に優れる、繊維強化樹脂複合材料を提供する。また、繊維強化樹脂複合材料を成形してなる、軽量で、耐衝撃性、材料の飛散防止性能及び外観に優れる成形品を提供する。
【解決手段】繊度が200dtex〜900dtexの高強度かつ高弾性率の有機繊維糸条よりなる目付(単位面積当りの重量)が50g/m2〜200g/m2の3軸織物を、強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である樹脂シートの少なくとも片面に、積層一体化してなる繊維強化樹脂複合材料、並びに、該材料を成形してなる成形品。
(もっと読む)
FRP容器の製造方法
【課題】FRP容器の外径が大きくなることを抑制し、多層FRP層の繊維体積含有率をコントロールすることができるFRP容器の製造方法を提供する。
【解決手段】フィラメントワインディング法により、ライナー30に熱硬化性樹脂24を含浸させた繊維を巻き付けて多層FRP層を形成する多層FRP層形成工程と、前記多層FRP層を加熱硬化する硬化工程とを含むFRP容器の製造方法であって、前記多層FRP層形成工程において、前記多層FRP層の単層又は複数層毎に前記熱硬化性樹脂の含浸量を変化させた繊維を用いる。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
ゴム製筒体の製造方法及びビードの配置方法
【課題】補強コード層を容易に形成しつつ、ビードで補強コード層を十分に係止することができるゴム製筒体の提供。
【解決手段】筒状ゴム膜4の両端部を通るよう傾斜する補強コード8で中心軸を取り巻く。一回の取り巻きごとに周方向に所定のピッチだけずらして、補強コード8を周方向かつ二層に配列する。端部に掛けた補強コード8をローラー13で溝部10に押し付けて、内面側補強コード層5aの端部を凹ませる。内面側補強コード層5aと外面側補強コード層5bとの間に形成される空間14に線状部材9を挿入する。線状部材9の両端を接続して環状のビード6を構成する。ビード6が、端部で互いに連続する内面側補強コード層5a及び外面側補強コード層5bを係止する。
(もっと読む)
繊維質ライニングロールの製造方法
【課題】 繊維材料を巻付仮軸に巻き付けて、巻付仮軸表面に繊維層を形成し、この繊維層を軸方向に圧縮して、中空円筒体を製造する際、繊維層が外側に膨らむのを防止する方法を提供する。
【解決手段】 以下の(a)〜(d)工程を採用する。(a)工程:編組紐1を準備する。編組紐1は、芯材2と芯材2を被覆する編組構造体3とからなる。編組構造体3は、糸状物4を編組して構成される。(b)工程:編組紐1を巻付仮軸5の軸方向に螺旋状に巻き付ける。この結果、巻付仮軸5表面に繊維層が形成される。(c)工程:繊維層を巻付仮軸5の軸方向に圧縮する。また、硬化型樹脂を繊維層に含浸する。そして、硬化型樹脂を硬化させる。(d)工程:硬化型樹脂を硬化させた後、巻付仮軸5を取り外す。以上のようにして、繊維質中空円筒体を得る。これを、被ライニングロールに嵌装することによって、繊維質ライニングロールを得る。
(もっと読む)
カーボン繊維強化樹脂引き抜き成形品及びその製造方法
【課題】強度が強く、軽量で、かつ電子部品を損傷することのない引き抜き成形品の製造に関して、絶縁層の形成方法の簡略化と製造時の工数を削減することによって、生産性の向上や製造コストの低減を図ることができるカーボン繊維強化樹脂引き抜き成形品及びその製造方法を提供する。
【解決手段】集束されたカーボン繊維に熱硬化性樹脂を含浸させ、前記熱硬化性樹脂を加熱硬化させつつ所定の外形に引き抜き成形する引き抜き成形法において、前記熱硬化性樹脂を含浸させた前記カーボン繊維の表面に、絶縁性のシートを配置し、しかる後前記熱硬化性樹脂を加熱硬化させつつ所定の外形に一体に引き抜き成形する。
(もっと読む)
繊維強化樹脂線状物及びその製造方法
【課題】光ファイバーケーブル用テンションメンバーの引張強度を維持しつつ、曲げ性能を向上する。
【構成】無機繊維と、有機繊維と、その間のマトリックス樹脂を含む繊維強化樹脂線状物。無機繊維の周囲に有機繊維が配置されていてもよい。無機繊維と有機繊維とを未硬化の熱硬化性樹脂に含浸させ、次いで、硬化させる繊維強化樹脂線状物の製造方法。
(もっと読む)
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
1 - 20 / 22
[ Back to top ]