
Fターム[4F205HC16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | ガラス繊維 (325)
Fターム[4F205HC16]に分類される特許
21 - 40 / 325
高圧ガスタンクの製造方法と製造装置
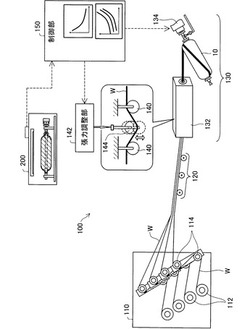
【課題】ライナー外周に形成した繊維強化樹脂層の高Vfの抑制に有益な新たなタンク製造手法を提供する。
【解決手段】FW装置100は、ライナー10に樹脂含浸カーボン繊維Wを巻回するに当たり、繊維巻回の際の巻回張力を、後工程での熱硬化を図るための熱硬化炉200が設定する加熱状況(昇温速度)に対応する巻回張力に調整する。この巻回張力調整は、昇温速度が大きいほど小さくなるように張力調整部142にてなされる。これにより、ライナー10の外周には、張力調整部142にて調整された巻回張力で樹脂含浸カーボン繊維Wが巻回されて繊維強化樹脂層20が形成され、中間生成品タンク12が得られる。こうして得られた中間生成品タンク12は、熱硬化炉200が設定済みの加熱状況(昇温速度)で加熱を受けて熱硬化し、冷却養生を経て高圧水素タンク30が得られる。
(もっと読む)
圧力容器

【課題】胴部における繊維強化樹脂層を破断しにくくして、圧力容器の耐久性を高める。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周側を覆うFRPからなる補強層となる外殻5とを備える。外殻5は、繊維強化材を内殻3の胴部D及び鏡板部E,Fにらせん状に巻き付けるヘリカル層11と、繊維強化材を内殻3の胴部Dに円周方向に巻き付けるフープ層13とを備える。その際、ガス充填時での軸方向に発生する圧力容器1の軸方向発生ひずみを、この軸方向発生ひずみによってフープ層13の繊維強化材が繊維直角方向に破断するときの圧力容器1の破断ひずみより小さくする。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】タンクライナを透過したガスに起因するガス放出音を抑制することが可能な高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、タンクライナ2の外周に、熱硬化性樹脂を含浸させた繊維を巻きつけることにより繊維強化樹脂層3を形成してなるものであり、繊維強化樹脂層3は、タンクライナ2側に形成された内側層3aと、その外周に形成された外側層3bとを有し、内側層3aは緻密な層として形成する一方で、外側層3bは、内側層3aよりも多数の空隙を内在させたことにより、密度の低い層として形成されている。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
多孔質型を用いた複合材の成形方法および装置
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック
【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
翼型製造システム
【課題】複合構造体の構造、特に複合材料を使用した翼型部材を製造するに際し、複数のパーツを有するツールに対して、プリプレグに位置決め、加熱、加力に優れた装置及び成形方法を提供する。
【解決手段】プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し且つツールの複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる、装置及び製造方法。
(もっと読む)
繊維強化プラスチック成形品およびその製造方法
【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
繊維強化プラスチック板及びその製造方法
【課題】圧縮強度が大きな繊維強化プラスチック板及びその製造方法を提供する。
【解決手段】繊維強化プラスチック板1は、マトリックス樹脂2と、マトリックス樹脂2を強化する複数の繊維束4とを備える。繊維束4は、繊維強化プラスチック板1の板厚方向に略直交する方向に積層されている。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード、並びに繊維強化積層体を製造する方法
【課題】繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法を改良する。
【解決手段】本発明は、繊維強化積層体で使用される補強シートに関し、補強シートが、繊維材料からなる補強シート基層23の表面に連結される強化ストリップ25を備えるようにした。さらに本発明は、このような補強シートを備える繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法に関する。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
中空材の製造方法、及びこれに使用する肉取板
【課題】剛性が高く軽量でもある中空材を、製造のための資材に無駄がないように製造することができる方法を提供すること。
【解決手段】両端部の厚肉部11と、これらの間の薄肉部12とからなり、繊維強化プラスチックにより一体化されて、構造材または巻芯となる中空材10を、次の各工程を含んで製造する方法。(1)成形芯金20の表面に、薄肉部12を形成することになる複数の肉取板30を配置し、(2)各肉取板30の表面に密着阻止材31を配置し、(3)この密着阻止材31及び成形芯金20の表面に、繊維強化プラスチックの未硬化材を取り付け、(4)この未硬化材を硬化させて中空材10とし、硬化した中空材10から成形芯金20を抜き出し、(6)成形芯金20が抜き出された穴10aから、少なくとも各肉取板30を取り出す工程。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
21 - 40 / 325
[ Back to top ]