
Fターム[4F205HC16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | ガラス繊維 (325)
Fターム[4F205HC16]に分類される特許
161 - 180 / 325
繊維強化樹脂製筒状体の製造方法
【課題】長手方向の途中に太径部を有する繊維強化樹脂製筒状体の製造方法において、マンドレルに対する中子の形成を簡単にすると共に、繊維強化樹脂製筒状体を成形後の中子の除去を容易にし、生産性を向上するようにした繊維強化樹脂製筒状体の製造方法を提供する。
【解決手段】マンドレル1の長手方向途中に水分を含有した天然粘土2により太径の中子3を形成し、天然粘土2が固化したのちマンドレル1に中子3を被覆するようにプリプレグを巻き付けて筒状体4を形成し、プリプレグを加熱硬化させたのち筒状体4からマンドレル1を抜き取ると共に、水7を筒状体4内へ流し入れて中子3を溶解除去する。
(もっと読む)
硬化樹脂含浸基板及びその製造方法

【課題】プレプレグおよび硬化製品での空隙の数を減少させる加工工程または複数工程を含む、樹脂含浸基板を製造する方法を提供する。
【解決手段】基板を、硬化性樹脂を含有する溶媒を含む含浸ゾーン(38)に入れて、樹脂含浸基板を作製することを含む硬化樹脂含浸基板(106)を製造する方法であって、前記硬化樹脂含浸基板中の空隙の数が、前記硬化樹脂含浸基板製品中の空隙の数を減少させる少なくとも1つの加工工程で前記基板を加工することによって減少される方法。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してFRP型、及びFRP成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れるFRP成形品の製造方法及びこの製造方法により作製したFRP成形品を提供することを目的とする。
【解決手段】本発明は、FRP型の織り目模様を施す表面の上にガラス繊維マットを載せて、このガラス繊維マットに不飽和ポリエステル樹脂を含浸させ、この上に織物を載せて、この織物に不飽和ポリエステル樹脂を含浸させた後、前記不飽和ポリエステル樹脂が半硬化となった状態で、前記織物を引き剥がすことにより、前記織物の織り目模様を転写してFRP型を作製する工程と、このFRP樹脂型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
フィラメントワインディング装置
【課題】マンドレルの自動交換を実現するのに好適な取付治具と取付治具の駆動構造を備えているフィラメントワインディング装置を提供する。
【解決手段】マンドレルM1の軸心方向両端に取付治具5を固定する。取付治具5は、チャック6で挟持される保持体10と、保持体10で軸支される軸体12とで構成し、軸体12をマンドレルM1に固定する。取付治具5を挟持するチャック6は、保持体10を挟み固定する一対の挟持体21・22と、一方の挟持体22を接離操作するアクチュエーター23とで構成する。モーター15が配置される側の挟持体21に原動ギヤ18を設け、対応する取付治具5の軸体12に、受動ギヤ16を固定する。チャック6を装着姿勢に切り換えた状態において、取付治具5を両挟持体21・22の対向面の間から軸体12の径方向に沿って相対的に出し入れできるようにして、マンドレルM1の自動交換を実現する。
(もっと読む)
ピンを差し込んで性能を補強した複合材積層構造物、前記複合材積層構造物の製造方法、装置、及び前記装置の製作方法
本発明は、複合材積層構造物の厚さ方向にピンを差し込んで複合材積層構造物の層間性能を補強するか、複数の積層部材を接触連結する、ピンを差し込んで性能を補強または複数部材を連結した複合材積層構造物、前記複合材積層構造物の製造方法、装置及び前記装置の製作方法に関する。本発明の複合材積層構造物の製造装置は、層間分離性能補強または複数の積層部材間の接触連結のためにピンを差し込む複合材積層構造物の製造装置であって、硬化前または硬化後の状態の複合材積層構造物21上にのせられて、垂直方向に形成された複数個の穴53内に、それぞれ前記複合材積層構造物21内に挿入されるピン51が備えられる下部ガイド50と、前記下部ガイド50上にのせられて、前記ピン51と対応する位置に垂直方向に移動自在に形成されるガイドピン41が備えられる上部ガイド40と、を含んで構成される。 (もっと読む)
引抜成形品の製造方法、および該製造方法により得られた成形品
【課題】本発明は、速硬化性のみならずマトリックスと繊維強化材との接着性にも優れる、引抜成形に好適に用い得る樹脂組成物を提供することを目的とする。
【解決手段】本発明の引抜成形品の製造方法は、エポキシ樹脂(A)、エポキシ樹脂用硬化剤(B)、(メタ)アクリレート(C)、(メタ)アクリレート用硬化剤(D)、および有機親和性を有する層状珪酸塩(E)を含む樹脂組成物と繊維強化材とを用いて引抜成形することを特徴とする。
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12,12’,13から繰り出される繊維束Rをマンドレルに巻き付ける巻付け装置と、巻付け前のマンドレルM1を巻付け位置に設置する設置装置5と、巻付け後のマンドレルを巻付け位置から排出する排出装置5と、繊維束Rを保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置と、繊維束Rを切断する切断装置とを備え、巻付け装置は、ヘリカル巻で巻き付けるためのヘリカル巻ヘッド13と、ヘリカル巻ヘッド13の両側に配置されて、フープ巻で巻き付けるための一対のフープ巻ヘッド12,12’とを備え、巻付け終了後、受渡装置がヘッド部12,12’,13から繰り出される繊維束Rを保持し、切断装置が繊維束を巻付け後のマンドレルから切断して分離し、排出装置5が巻付け後のマンドレルを排出し、設置装置5が巻付け前のマンドレルを設置し、巻付け装置が受渡装置で保持した繊維束を巻付け前のマンドレルM1に巻付け開始する。
(もっと読む)
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 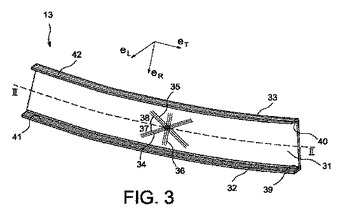 (もっと読む)
(もっと読む)
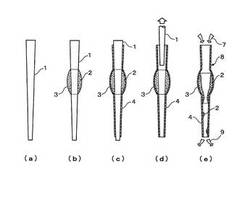
成形体製造方法、成形体製造システム
【課題】繊維束に対する樹脂の含浸量を制御する。
【解決手段】(a)に示すように、複数の繊維が束ねられた繊維束60,62,64は、表面に樹脂が付着した含浸ロール23に押し付けられて回転移動することで、樹脂を含浸される。各繊維束の幅は、(b)(c)のように拡げることが可能である。そして、幅を拡げるほど、繊維束と樹脂との接触量が増大し、これにより樹脂の含浸量も多くなる。例えば、高圧タンクを成型する場合、内層側に巻回する繊維束に対しては幅を拡げて樹脂の含浸を行い、外層側に巻回する繊維束に対しては幅を狭めて樹脂の含浸を行う。
(もっと読む)
コンポジットパイプ及びその製造方法
【課題】寸法公差が優れたものであって、パーティクルを生じることのないコンポジットパイプを提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、加熱金型を通過させながら硬化させて得られた中空引き抜き成形品2と、該中空引き抜き成形品2の外表面の少なくとも両端に固定された金属製パイプ3とからなる2層構造を有し、センターレス加工を施されたコンポジットパイプ1。
(もっと読む)
円筒形処理槽の製造方法
【課題】円筒形合併処理浄化槽および円筒形ディスポーザ生ごみ排水処理槽等の円筒形処理槽の製造工程を低減し、成形型を複数個使用することなく、浄化槽本体が成形でき、更に、浄化槽本体の厚みを設置条件に応じた厚みに成形することができる円筒形処理槽の製造方法を提供する。
【解決手段】ガラス繊維強化プラスチックよりなる浄化槽の上部槽と下部槽とを別々に成形する円筒形処理槽の製造方法であって、成形型として上部槽及び下部槽に共通の部分を成形するための共通型により、下部槽を成形する工程と、上部槽のみに設けられる点検口を成形するための形状部を備えた補助成形型を予め共通型に取り付けることより、上部槽を成形する工程と、前記上部槽と前記下部槽とにそれぞれフランジ部分を設け、該フランジ部分を接合する工程を有することで、製造工程の簡略化及び製造コストの低減が図れると共に、製品精度を向上させることができる。
(もっと読む)
繊維補強樹脂の成形方法及びそれに用いる成形用型
【課題】繊維補強樹脂中の気泡を確実に除去することを可能にする繊維補強樹脂の成形方法及びそれに用いる成形用型を提供する。
【解決手段】予め樹脂を含浸させて多層で積み重なる繊維織布を型12の型穴14に置く。そのうちの型12は型穴14と外部に繋がる少なくとも一つの穿孔22、32を有する。続いて型12を加熱すると同時に穿孔22、32から型穴14中の気体18を抜き出せば、予め樹脂を含浸させた繊維織布の間の気泡18を確実に抜き出すことが可能なだけでなく、過剰な樹脂まで抜き出すことが可能である。これにより製品の機械的強度をより向上させることが可能となる。
(もっと読む)
繊維強化樹脂面材
【課題】孔開け加工の際のバリの発生を効果的に抑止できる繊維強化樹脂面材を提供する。
【解決手段】繊維強化樹脂面材10Aは、炭素繊維を束ねてなる炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第一の繊維束群と、第一の繊維束群と異なる方向に配向する炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第二の繊維束群と、を少なくとも具備し、少なくとも第一、第二の繊維束群が積層された姿勢で硬化樹脂にて一体に形成されることで炭素繊維強化樹脂基材(CFRPシート1)を成し、炭素繊維強化樹脂基材の表面には、ガラス繊維のクロス材と硬化樹脂とが一体に形成されたガラス繊維強化樹脂表材(GFRPシート2)が固着されている。好ましくは、GFRPシート2はガラス繊維を経編みした構造または緯編みした構造を呈している。
(もっと読む)
繊維強化樹脂複合構造体の製造方法
【課題】成形時に剥離が発生しない繊維強化樹脂複合構造体の製造方法を提供すること。
【解決手段】熱硬化性樹脂をマトリックスとした繊維強化樹脂層の内部に、該繊維強化樹脂層よりも大きな線膨張係数を有するインサート材をインサートしてなる繊維強化樹脂複合構造体の製造方法であって、前記繊維強化樹脂層を形成するプリプレグ材の内部にインサート材を配置する工程と、前記プリプレグ材中の熱硬化性樹脂が完全硬化する温度に満たない温度まで前記繊維強化樹脂複合構造体を加温する予備加温工程と、前記予備加温工程による加温の後に、前記熱硬化性樹脂が完全硬化する温度まで前記繊維強化樹脂複合構造体を加温する本加温工程と、を含む繊維強化樹脂複合構造体の製造方法。
(もっと読む)
複合光学フィルムを形成する方法
複合光学フィルム(100)を形成する方法を開示する。本方法は、複合フィルムを第1エネルギー源(340)に曝して複合フィルム(321)を第1硬化状態まで硬化させる工程を含む。複合フィルムは、硬化性樹脂(104)内に分散された補強繊維(102)を含む。次に、本方法は、第1エネルギー源を第1硬化状態の複合フィルムから取り外す工程と、続いて第1硬化状態の複合フィルムを第2エネルギー源(341)に曝して複合フィルムを第2硬化状態まで更に硬化させる工程とを含む。本方法は、複合フィルムを光学素子と組み合わせて複合光学フィルムを形成する工程を含む。 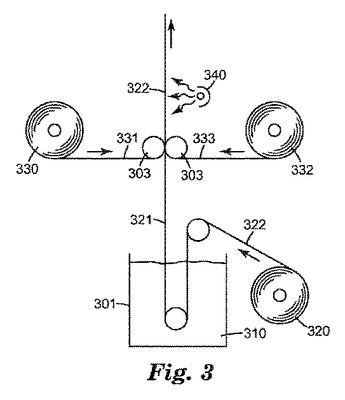 (もっと読む)
(もっと読む)
フィラメントワインディング装置
【課題】品質低下を招くことなく繊維の掛け替えを円滑に行うことが可能なフィラメントワインディング装置を提供する。
【解決手段】回転されるライナー12の側方を移動するアイ口34,34Bを備え、このアイ口34A,34Bに繊維S1,S2を保持させてライナー12の回転軸に沿って移動させることにより、繊維S1,S2をライナー12に巻き付けるフィラメントワインディング装置21であって、互いに独立して移動可能な複数のアイ口34A,34Bを備えている。
(もっと読む)
161 - 180 / 325
[ Back to top ]