
Fターム[4F205HC17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 炭素繊維 (610)
Fターム[4F205HC17]に分類される特許
601 - 610 / 610
炭素発泡体複合ツールおよび炭素発泡体複合ツールを使用するための方法
複合形成材料から複合部品を形成するツールに関し、そのツールはツール本体を具備し、そのツール本体は、少なくとも部分的に炭素発泡体を備え、炭素発泡体の表面はツール面を備えることができ、またはツール面の材料を支持する。本発明のツールは、複合部品の製造に使用される従来のツール、特に炭素複合体の製造に使用される従来のツールよりも、製造および/または使用するのに、軽く、かつ耐久性が高く、しかも安価であり得る。加えて、このようなツールは、再使用と修理が可能であり得るうえに、通常のツールより容易に改変可能であり得る。 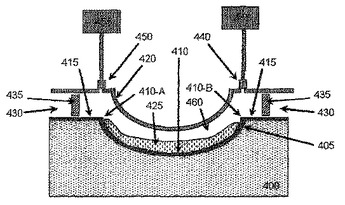 (もっと読む)
(もっと読む)
自転車用クランクおよびその製造方法
製造効率が良く、疲労耐久性や剛性に優れかつ軽量な自転車用クランクを得るために、繊維強化プラスチックからなる外殻と、ペダル軸から荷重を導入しうる第1のインサート部材と、ブラケットスピンドルに接続されスプロケットに荷重を伝達しうる第2のインサート部材とを有する自転車用クランクにおいて、外殻を、少なくとも2つの、少なくとも一部があらかじめ成形された繊維強化プラスチック部材から構成する。 (もっと読む)
複合積層体にZ軸補強繊維を挿入する方法
複合積層体にz−x/y補強を提供するために、この複合積層体にz−x/y方向補強繊維を挿入する方法が開示される。この方法において、繊維(7)は、z−x/y方向で、x−y複合材料(30)内に配置され、ここで、繊維配置管16および通路配置プローブ(35)を含む繊維配置用具は、配置プロセスの間に、ある角度でずれている。1つの実施形態において、頂部プレートと底部プレートとの間の、x−y軸材料が送り込まれるチャンバに側部プレートが形成される。チャンバの側部プレートは、x−y軸材料の縁を制限する。 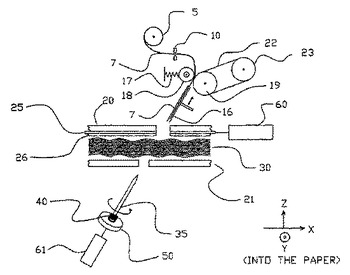 (もっと読む)
(もっと読む)
アルミニウム導体複合コア補強ケーブルおよびその製造方法
本発明は、アルミニウム導体複合コア(ACCC)補強ケーブルおよびその製造方法に関する。ACCCケーブル(300)は、外部フィルム(305)およびアルミニウム導体(306)の少なくとも1つの層で囲まれている複合コアを含む。複合コア(303)は、1つまたは複数のマトリックス材料内の少なくとも1つの繊維タイプから複数の繊維を含む。本発明によれば、B−ステージングおよび/またはフィルム・コーティング技術のようなユニークな処理技術を、数十cm/分から18m/分またはそれ以上に生産速度を増大するために使用することができる。 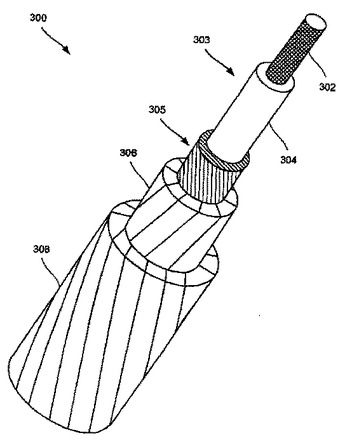 (もっと読む)
(もっと読む)
湿式使用チョップドストランドを使用した熱可塑性組成物の開発
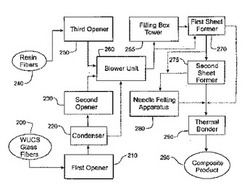
湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。 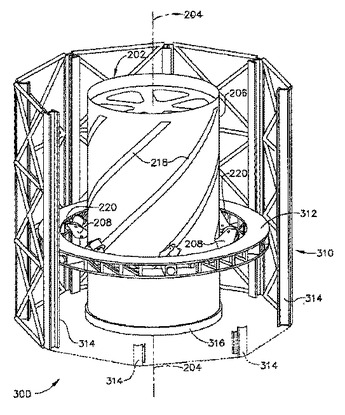 (もっと読む)
(もっと読む)
複合補強材及び補強構造体を形成する装置及び方法
【課題】
【解決手段】部材の長さに対し横方向に測定したとき、所望の断面の幾何学的形態を有する細長い複合構造部材702を形成する方法及び装置が提供される。装置は、実質的に細長い部材706が取り付けられた基部を有している。マンドレルと少なくとも部分的に相補的に係合する形態とされた1つ又はより多数のローラ728は、転がり且つ、1つ又はより多数の複合材料のプライをマンドレルに押し付ける形態とされている。マンドレルは、回転テーブル716上に配置し且つ、湾曲した細長い幾何学的形態を呈し少なくとも部分的に湾曲し又は円弧状の細長い部材を形成する形態とされている。本発明は、材料を実質的に非硬化状態に保ちつつ、樹脂含浸材料から細長い構造部材を形成することを可能にする。次に、形成された部材を外板又はその他の複合構造体と共に同時硬化させることができる。 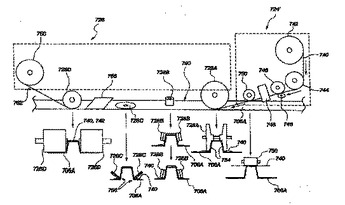 (もっと読む)
(もっと読む)
硬化性プリプレグ,その製造方法及び硬化方法
【課題】 短時間に安定して増粘でき、且つプリプレグシート保存中に樹脂が繊維質基材から流れ出すことがなく、更に被着体の形状が複雑な場合でも貼り付けてから硬化までの間に剥がれることがなく、プライマーの使用なしで高い接着強度を発現しうる硬化性プリプレグ,その製造方法及び硬化方法を提供すること。
【解決手段】 片面または両面に粘着剤層を有することを特徴とする硬化性プリプレグ並びに粘着剤をフィルム上に塗布し、粘着剤層を形成した後、その上に硬化性プリプレグ組成物を積層し、可視光及び/または近赤外光の照射により、硬化性プリプレグ組成物のみをBステージまで予備重合させて一体化することを特徴とする硬化性プリプレグの製造方法である。
(もっと読む)
FRP用マルチフィラメントおよびこれを用いたFRP

【課題】 FRPに使用した場合に成形物中での蛇行が起こりにくく、補強繊維の強度をFRPに十分に反映させることのできるFRP用マルチフィラメントとこれを使用したFRPを提供する。
【解決手段】 Z=Y×w×t3 /(M/L)…(1)で示されるたわみ係数Zが、2.0以下であるFRP用マルチフィラメントを使用する。式(1)中、Yはマルチフィラメントのたわみ量(単位:mm)、wはマルチフィラメントの幅(単位:mm)、tはマルチフィラメントの厚み(単位:mm)、Mは長さL(単位:m)のマルチフィラメントの質量(単位:g)を表す。マルチフィラメントとしてはガラス繊維、炭素繊維等を使用できる。
(もっと読む)
長繊維で強化された熱可塑性樹脂長尺体の製造装置
【課題】 長繊維強化樹脂長尺体製造時の毛羽又は毛玉発生阻止手段開発。
【解決手段】 開繊含浸槽Vの下流端壁Vdに穿設された賦形ノズル1の縦断面形状を上流側から円錐部11及びそれに続く円筒面のランド部12で形成させ、円錐部内壁面11iの頂角(α)を15〜35度に、ランド部長を1〜5mmに、下流端壁Vd厚を5〜30mmにそれぞれ設定する。供給機構(不図示)から溶融樹脂を樹脂導入口Vi経由で導入し、連続繊維束Fを上流端壁Vu又は天板Vt上流域に開設された繊維束導入口Vuf又はVtf経由で導入し、それを本装置V内の開繊架設体RPで開繊しながら開栓体間に樹脂を含浸させ、これを賦形ノズル1で絞りながら本装置Vから下流側へ引出し装置(不図示)で引出して長繊維強化樹脂長尺体Sを得る。
【効果】 開繊含浸装置Vに穿設された賦形ノズル1の出口周囲には毛玉も毛羽等も殆ど発生しなかった。
(もっと読む)
601 - 610 / 610
[ Back to top ]