
Fターム[4F205HF05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 挿入物等の供給 (331)
Fターム[4F205HF05]に分類される特許
321 - 331 / 331
強化プラスチック成形品
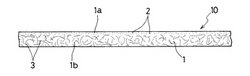
【課題】蓄光性の優れた強化プラスチック成形品とする。
【解決手段】アルミン酸ストロンチウムが主成分の蓄光顔料40〜120重量部を添加した不飽和ポリエステル樹脂100重量部をガラス繊維等の各種強化繊維3で強化した優れた強化プラスチック成形品10である。不飽和ポリエステル樹脂1からなるFRP層は、耐候性、強靭性に優れ、酸化物からなる蓄光顔料は酸化していることにより、屋外においても犯され難く、耐候性が高く、蓄光性能の劣化も少ない。このため、耐候性の高い樹脂1及び蓄光顔料2からなるFRP成形品となるため、あらゆる分野、特に屋外で使用されるものに有効である。このとき、ガラス繊維3のみを含浸させた不飽和ポリエステル樹脂からなる基層1bを白色に着色されたものとすれば、表層1a内の蓄光顔料2は、光が白色層に反射され、残光輝度も明るく見えて、見栄えもよい。
(もっと読む)
繊維強化圧力容器

【課題】
肩部の耐衝撃性を向上させ、かつボス部に口金を介して装着されるバルブやプラグ等を保護する機能を有した繊維強化圧力容器を提供する。
【解決手段】
胴体部1a、その両端に連続するドーム部1b、およびドーム部1bの先端に連続するボス部1cからなるとともにガスバリア性を有する圧力容器本体1と、圧力容器本体1の外側を覆う繊維強化プラスチック層5とにより構成される繊維強化圧力容器10であって、繊維強化プラスチック層5は、胴体部1aをその形状に沿って直接被覆するとともに、ドーム部1b、ボス部1c、およびボス部1cに口金2を介して装着されるバルブ3および/またはプラグ4を、胴体部1aとドーム部1bとの境界部から両端に向かって先細りしつつ空間6、7をあけて被覆しており、先細りの部分5b、5cにおける断面積の変化率は、ドーム部1bにおける断面積変化率よりも小さいことを特徴とする。
(もっと読む)
不均一な密度の複合構造体とそれに関連する方法
複合構造体は、繊維挿入密度が不均一となるように互いに間隔をおいて配置された複数の繊維挿入物を備える。関連する製造方法も開示する。 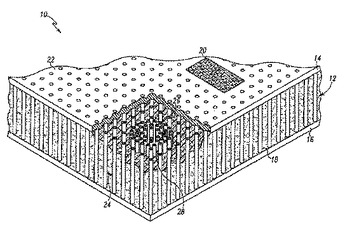 (もっと読む)
(もっと読む)
複合材料
【課題】複合材料、特に、繊維強化ポリマー(FRP)複合材を提供する。
【解決手段】繊維強化ポリマー(FRP)複合材構造体は、炭素繊維又は他の高級繊維(1、3)及び形状記憶合金(SMA)のワイヤ(2、4)の列を収容した織りプリフォームを組み込んでいる。SMAワイヤは、FRP複合材の従来の成分よりも遥かに大きな量の歪エネルギを吸収する機能を有し、従って、構造体の衝撃耐性を強化する。この織られた形態は、取り扱い及び性能に関して最適な方法でSMAを構造体に組み込むものである。
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
引抜成形により得られる複合管とその製造方法
発明の対象は次の段階の連続、すなわち、牽引応力を支持する1方向、0度の布あるいは繊維が含まれる駆動層1の引抜成形による設置、第1層1上に+5度と+60度あるいはー5度とー60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2の引抜成形による設置、層2上に該層2と必ず符合が反対であるー5度とー60度の間あるいは+5度と+60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2'の引抜成形による設置、そして、該層2'上に1方向の層3の0度の角度での引抜成形による設置ならびに全体のその後の重合化からなることを特徴とする樹脂の事前浸透あるいは樹脂の直接浸透による糸の層の重ね合わせによる引抜成形での複合材料管の製造方法である。
本発明には得られる管もまた含まれる。
(もっと読む)
「高剛性複合材料管およびその製造方法」
本発明の目的は、第1材料の第1内管(10)の製作、複合材料で製作される等間隔で割り付けられた該第1管上への複数スぺーサーの配置(12)、これらスぺーサーの廻りの第2材料の少なくとも1本の第2管(14)の製作の段階が含まれ、第1および第2管の少なくともどちらかが繊維状コイルにより製作されることを特徴とする高剛性の管の加工方法である。本発明にはこうして得られる管もまた含まれる。 (もっと読む)
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。 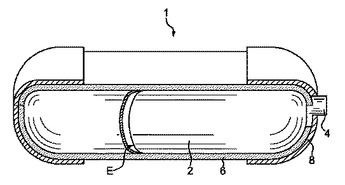 (もっと読む)
(もっと読む)
フレキシブルグラファイト材料の処理及びその方法
本発明は、2主表面を有するフレキシブルグラファイトシート(147)を製造するための方法であって、剥離グラファイトの粒子を圧縮してシートを形成し、樹脂組成物を前記シートに含浸させて樹脂含浸シートを形成し、前記樹脂含浸シートを硬化させ、その後、前記硬化させた樹脂含浸シートを処理して、前記シートの上又はその中に構造体を設ける工程を含む方法を提供する。 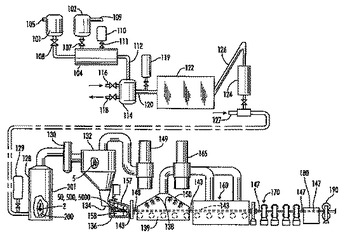 (もっと読む)
(もっと読む)
離型フィルム
【課題】 ビアホールを施した複数層の積層板同志をブリプレグを介して積層化する際の樹脂留まり性が良好で、安価でかつ耐熱性の良好な離型フィルムを提供する。
【解決手段】 銅張積層板製造時のプリプレグプレス工程において使用される離型フィルムであって、ポリエステル系発泡フィルムの片面乃至両面に離型層を設けてなることを特徴とする。離型層はシリコーン系離型剤処理により形成したものが好ましい。
(もっと読む)
FRP用マルチフィラメントおよびこれを用いたFRP
【課題】 FRPに使用した場合に成形物中での蛇行が起こりにくく、補強繊維の強度をFRPに十分に反映させることのできるFRP用マルチフィラメントとこれを使用したFRPを提供する。
【解決手段】 Z=Y×w×t3 /(M/L)…(1)で示されるたわみ係数Zが、2.0以下であるFRP用マルチフィラメントを使用する。式(1)中、Yはマルチフィラメントのたわみ量(単位:mm)、wはマルチフィラメントの幅(単位:mm)、tはマルチフィラメントの厚み(単位:mm)、Mは長さL(単位:m)のマルチフィラメントの質量(単位:g)を表す。マルチフィラメントとしてはガラス繊維、炭素繊維等を使用できる。
(もっと読む)
321 - 331 / 331
[ Back to top ]