
Fターム[4F205HF05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 挿入物等の供給 (331)
Fターム[4F205HF05]に分類される特許
121 - 140 / 331
繊維プリフォーム、繊維強化コンポジットおよびその製造方法
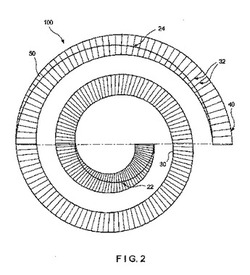
【課題】織り繊維プリフォーム(100,200)、プリフォーム(100,200)を組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォーム(100,200)は、多数のたておよびよこの糸あるいはファイバを含む。それらの糸あるいはファイバは、織り込むことにより、連続的ならせんファブリック(50)を形成する。らせんファブリック(50)は、アルキメデスらせんの形をとる。プリフォーム(100,200)のよこ糸は、一様なあるいは可変性のひピッチ、または一様なあるいは可変性の分離角度をもつ。アルキメデスらせんのらせんファブリック(50)は、集合あるいは巻くことにより、円錐形シェル構造を形成する。その構造は、スピンナあるいは出口コーンの一部になり得る。らせんファブリック(50)は、差動テークアップ機構を備える織機で織り得る。
(もっと読む)
フィラメントワインディングシステム、圧力容器の製造システム、圧力容器の製造方法

【課題】安定した繊維幅を有するプリプレグ繊維を連続して送り出す。
【解決手段】複数のプリプレグ繊維を並行するように搬送させ(S100)、次いで、送り出されたプリプレグ繊維の繊維幅を検知し(S102)、該繊維幅が予め定められた範囲内にあるか否かを判定し(S104)、必要であれば繊維幅を拡幅または収束するように調整し(S106)、ライナに向けて送り出す。圧力容器を作製する場合には、所定の繊維幅に調整されたプリプレグ繊維を、ライナに巻き付け(S108)、その後、樹脂を硬化させる(S110)。
(もっと読む)
複合材ファンバイパスダクト及びその他の同様な構成要素を製作するための螺旋ワインディングシステム
【課題】成形複合材構成要素を製作するための螺旋ワインディングシステムを提供する。
【解決手段】幅Wを有する三軸材料32を保持しかつ巻付け時に該材料32を真っ直ぐに保って一様な重なりを形成するようになったクリール34と、クリール34から該材料32の幅Wを受けかつ巻付け時に該材料32に張力を与えるようになった緊張装置38と、緊張装置38から該材料32を受けて螺旋巻付け成形複合材構成要素プリフォーム46を生成するようになった成形硬化マンドレル42と、緊張装置38からの該材料32を、該材料32の各後続層が幅Wの約半分だけ重なるように、成形硬化マンドレル42の周りに螺旋状に巻付けるようになった横行スクリュ44とを含む、システム。
(もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
FRP積層体の成形方法
【課題】UDプリプレグの端材が発生することを防止してFRP積層体のコスト低減に寄与するとともに、擬似等方性を有するFRP積層体を容易に得ることができるFRP積層体の成形方法を提供する。
【解決手段】一定の幅LのUDプリプレグ4を生成する工程と、UDプリプレグ4を裁断して、第一の形状たる一辺の長さLの正方形の基材1を生成する工程と、基材1の四隅を、基材1の隣り合う各辺の中点を結ぶ各線分X1〜X4に沿って折り曲げて、第二の形状たる一辺の長さ(√2)×L/2の正方形の積層基材1aを生成する工程と、一定の幅(√2)×L/2のUDプリプレグ6を生成する工程と、UDプリプレグ6を裁断して、第二の形状たる正方形の基材2を生成する工程と、積層基材1aと、繊維方向の位相を90°ずらして配置した二つの各基材2a・2bと、を積層して、第二の形状たる正方形のFRP積層体11を成形する工程と、を備える。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】プリプレグの製造においてボイドの発生を抑制することである。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】プリフォームを三次元繊維構造体で構成した場合に、形状保持性及び繊維束のほつれ防止性を付与するバインダ繊維が繊維強化複合材料の成形型に貼り付くことによる脱型不良の発生を防止する。
【解決手段】プリフォームは組糸12及び芯糸13で組織された三次元ブレイディング11で構成され、組糸12は連続繊維の繊維束14の外側にバインダ繊維15が螺旋状に巻き付けられた糸条16で形成されている。バインダ繊維15は三次元ブレイディング11の内部に位置し、かつ繊維束14に融着している。繊維束14に対するバインダ繊維15の巻き付けピッチは、組糸12が三次元ブレイディング11の表面に露出する部分12aの長さより大きく、かつ、バインダ繊維15が三次元ブレイディング11の内部側にのみ位置する巻き付け状態となるように設定されている。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】曲げ部を有するプリフォームを取り扱う場合に曲げ部やその近傍が変形し難く、そのプリフォームを使用した繊維強化複合材料の曲げ部における強度低下を抑制することができる繊維強化複合材料のプリフォームを提供する。
【解決手段】プリフォーム11は、連続繊維からなる二次元繊維基材が複数積層されて少なくとも2軸配向となる積層繊維群が、曲げ部11aと平面部11bとが連続する立体的な形状に形成されている。二次元繊維基材はバインダ繊維14bにより互いに接合されており、曲げ部11aのバインダ繊維量が他の部分のバインダ繊維量より多い。二次元繊維基材は、連続繊維からなる繊維束14aの外側にバインダ繊維14bが螺旋状に巻き付けられた強化繊維14で織られた織物で構成されている。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
ドライ繊維プリフォームの自動生産のための方法及び装置
本発明は、樹脂浸透法による負荷担持複合部材製造用として意図される長尺織布プリフォームを製造するための装置及び方法に関する。
より具体的には、本発明の主題である装置及び方法は、例えば、航空機機体フレーム又はフレームセグメントの実現のために意図される事実上円形のプリフォーム製造用として設計される。
本発明は、同一平面には無い少なくとも二つのウィングを含む形状を有するプリフォームを製造するために、長尺形状の長さ全体に亘って、少量の結合剤を含む繊維性バンドをゆっくりと連続的に積層するための方法を提供する。
(もっと読む)
自動化ドレープ形成装置
従来技術では、ドレープ形成操作は主に手動で実行され、積層速度をきわめて高速にすることができなかった。
本発明は、積層繊維プリフォームであって、樹脂を含浸して、複合材料から構成される成形部を製造するプリフォームを形成するドレープ形成工程を実施するための自動化装置に関する。本発明は、より詳細には、パネル、特に、基本的に二次元に延びるきわめて厚いパネルなどの成形部を製造するためのプリフォームの製造に関する。本発明の装置は、布積層ヘッド(10)をスペースを介して移動させ方向づけることが可能なマニプレータ(1)を含み、ここにおいて、該布積層ヘッドは、表面に通じる一つの吸引口を含み、工具や布積層ヘッド(10)とは別の作業台で織布を一枚ずつ把捉することが可能な巻胴と、次いで、該織布を圧縮する手段及び加熱する手段を含み、この織布をプリフォーム(70)上に連続的に載せるよう設計される手段とを含む。
(もっと読む)
先行積層形式の多方向連続繊維積層体を使用して複合構造物を成形する方法
一方向(UD)繊維プリプレグ層12,14が、先行積層形式の多方向連続繊維積層体10に成形され、該積層体が、成形コンパウンドとして3次元構造物40を形成する。この積層体からのカットアウトが、スロットを有し、折曲げ線に沿って折曲げられることで、ニヤ・ネットシェイプの予備成形体が得られる。この予備成形体を圧縮成形によって、複合形状を有する繊維強化複合構造物を得ることができる。 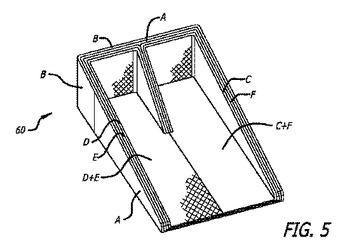 (もっと読む)
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
細線をゴム異形部分中に埋め込む装置及び方法
本発明は、細線(F)をゴム異形部分(P)中に所与の方向で埋め込む装置であって、上昇位置と下降位置との間で往復直線運動状態でフレーム(1)上で走行することができる可動取付け具(2)に取り付けられたフレームに取り付けられていて、細線を連続的に供給する手段(4)を有し、可動取付け具は、頂部(21)及び底部(22)を有し、頂部(21)と底部(22)との間には、細線(F)を案内するようになったダクト(25)が形成され、チャネル(53)を備えた中空ニードル(5)を有し、細線(F)は、チャネル(53)内を動くことができ、ニードルは、ダクト(25)の連続体をなした状態でその端部(51)の一方の端部が可動支持体(2)の底部(22)に取り付けられ、ニードルは、その他端部にゴム異形部分(P)を穿通することができる先端部(52)を有し、フレーム(1)に取り付けられた切断手段(3)を有し、切断手段は、ニードルが上昇位置にあるとき、ニードルの各往復運動サイクル時に細線(F)をニードルの先端部から所与の距離のところで切断することができる切断ワイヤ(34)を備えた回転ブレード(30)を有するよう構成された装置に関する。切断手段(3)は、ブレードの切断ワイヤ(34)の後ろに配置され、細線をブレード(30)によって切断した直後にプライマーをニードルの先端部(52)の回りに折り曲げるようになっているパドル(32)を含む。  (もっと読む)
(もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法
【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
地面覆い構造体、その製造装置及び製造方法
【課題】本発明は、既知の構造体の欠点を解決し、簡便かつ安価に製造でき、操作者が容易かつ安全に設置可能で、使用中の信頼性が高い地面覆い構造体を提供するものである。
【解決手段】
本発明は、格子状補強部材(10)用の入口領域及び出口領域と、前記入口領域から前記出口領域への所定経路に沿って、動作中に前記格子状補強部材(10)を移動するように設計された移動手段(4)と、流体状である糸状のプラスチック材料(7)を前記格子状補強部材(10)に供給する供給手段(11)と、動作中に前記糸状のプラスチック材料(7)を冷却し、前記格子状補強部材(10)上に絡まったプラスチック構造体を形成する冷却手段(2,3)と、を備える。前記入口領域及び前記出口領域は、前記供給手段(11)に対する前記所定経路に沿って互いに逆側に配置されていることを特徴とする。
(もっと読む)
積層複合ロッド、その製造方法と複合構造における使用
積層複合ロッド(16)は、概ね円形又は楕円形の断面を有し、互いに様々な方向に配置された複数の積層複合層(1)からなるロッド本体を含む。 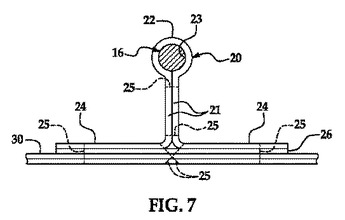 (もっと読む)
(もっと読む)
圧力容器の製造方法および圧力容器
【課題】物理的強度を向上させた圧力容器を簡便に作製する。
【解決手段】圧力容器の製造方法は、中空形状のライナを作製するライナ作製工程S104と、ライナに水分を吸収させる水分吸収工程S106と、水分を吸収させたライナの外周部分に、熱硬化性樹脂を含浸させた繊維を巻きつけるフィラメントワインディング工程S108と、熱硬化性樹脂を硬化させ、ライナを被覆する繊維強化樹脂層を形成する硬化工程S110と、を含む。
(もっと読む)
フィラメントワインディング方法
【課題】巻きつけの高速化を図る。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
(もっと読む)
樹脂成形体である被締結部材に形成された締結用の貫通孔に配置される繊維強化複合材である補強部材及び貫通孔に補強部材が配置された被締結部材の締結構造
【課題】樹脂成形体である被締結部材に形成された締結用の貫通孔に繊維強化複合材である補強部材が配置される場合において、貫通孔周囲のクリープ変形を抑制することができる。
【解決手段】炭素繊維である芯糸2及び組糸3は組紐状組織に形成されている。繊維強化複合材である補強部材1は、貫通孔4に固定可能な円筒状の円筒部5及び、円筒部5の上端、下端から貫通孔4の半径方向外方に形成された円環状の第1フランジ部6及び第2フランジ部7からなる。繊維強化複合材である被締結部材10と金属材12はボルト8により締結されている。ボルトの頭部8aは第1フランジ部6に当接している。貫通孔4の内周面において、ボルト8と接触する領域に円筒部5が隙間なく配置されている。円筒部5において芯糸2は貫通孔4の軸4a方向に向きかつ少なくとも貫通孔4の一方の開口部から他方の開口部に亘って配向されている。
(もっと読む)
121 - 140 / 331
[ Back to top ]