
Fターム[4F205HK02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 材料供給との関係 (23)
Fターム[4F205HK02]に分類される特許
1 - 20 / 23
圧力容器の製造方法
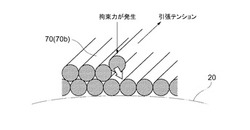
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
プリプレグ繊維の製造方法および製造装置

【課題】ボイドや毛羽立ちの発生が抑制されたプリプレグ繊維を提供する。
【解決手段】繊維束20の搬送に応じて回転するように軸支された含浸装置24を繊維束20が通過する際に樹脂液が含浸され、プリプレグ繊維が作製される。含浸装置24は、繊維束20と接触する繊維束接触面35を有する円筒形状の繊維束含浸部34と、繊維束含浸部34の内側に配置され、樹脂液を貯留するための貯液部32と、を含む。繊維束含浸部34は、貯液部32と連通し、含浸装置24の回転に応じて樹脂液が吐出される複数の樹脂液吐出孔54を有し、樹脂液吐出孔54から吐出された樹脂液が、繊維束接触面35の近傍を通過する繊維束20に含浸される。
(もっと読む)
コード入り帯状ゴム部材の製造方法および装置
【課題】補強コード12間における一側帯状ゴム20と他側帯状ゴムとの接着力を効果的に向上させる。
【解決手段】隣接する周方向溝24間のプレスロール23外周にそれぞれ副周方向溝25を形成したので、周方向溝24から突出した補強コード12の残部12bを一側帯状ゴム20に押し込む際、一側帯状ゴム20の一部は流動して副周方向溝25に侵入する。この結果、一側帯状ゴム20が隣接する補強コード12間に深く侵入するようになり、これにより、その後、隣接する補強コード12間に侵入してくる他側帯状ゴムとの圧着界面における接着力が効果的に向上する。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の外周面の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、空気を噴出させる外管86と樹脂を噴出させる内管87とにより構成される二重管構造とした。
(もっと読む)
樹脂吐出装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】液状の樹脂を貯溜する樹脂タンク111と、前記樹脂タンク111から供給された前記樹脂を吐出する樹脂供給ノズル80と、前記樹脂の温度を検出する樹脂温度センサ113と、前記樹脂温度センサ113からの検出信号を伝達可能に接続された制御装置130と、を備えた樹脂吐出装置90であって、前記制御装置130は、前記樹脂を構成する主剤に硬化剤を混合、又は、主剤に硬化剤ならびに硬化促進剤を混合してからの経過時間と、前記樹脂温度センサ113により検出された前記樹脂の温度と、に基づいて前記樹脂の粘度を算出し、該粘度に応じて前記樹脂供給ノズル80から吐出される前記樹脂の吐出圧力を調節するとした。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束1Aに吹き付けた樹脂が飛散することによる樹脂の塗布ロスを減少させるフィラメントワインディング装置100の提供を目的とする。
【解決手段】フープ巻装置20は、保持されるべきライナー2に対して繊維束1Aを回転させ、ライナー2に繊維束1Aを巻き付ける巻付部30と、繊維束1Aに対してライナー2に巻き付けられる手前で樹脂を吹き付ける複数の噴射ノズル41をライナー2の周囲に配置した樹脂含浸部40と、を備え、噴射ノズル41は、噴射口52とライナー2の軸心Oとを結ぶ仮想線に対して、繊維束1Aの回転方向の下流側に向けて樹脂を吹き付けるように配置される。ライナー2に対して斜めに樹脂を吹き付けることとなり、繊維束1Aに吹き付けた樹脂がライナー2に当たって跳ね返ることよる飛散を抑制することができ、樹脂の塗布ロスを減少させることができる。
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
繊維強化プラスチック成形体の製造装置
【課題】樹脂含浸繊維の損傷を極力少なくしつつ、樹脂含浸繊維の巻き付け時の滑りを抑制するFRP成形体の製造装置を提供する。
【解決手段】樹脂含浸繊維を回転体に複数層巻き付ける巻付部と、回転体の2層目以降の被巻付面のうち、樹脂含浸繊維が巻き付けられる直前の部位に気体を吐出する吐出部とを備える繊維強化プラスチック成形体の製造装置を提供する。吐出部は、回転体への樹脂含浸繊維の巻付状況に応じて、吐出する気体の温度、吐出量または吐出圧を調整するようになっている。
(もっと読む)
フィラメントワインディング装置、およびフィラメントワインディング方法
【課題】被巻付部材の表面に繊維束を巻き付けるフィラメントワインディング装置とフィラメントワインディング方法に関して、巻付処理工程と検査工程とのタイムラグをなくして、樹脂付着量が基準に満たない不良品の発生を最小限化する。
【解決手段】マンドレル1に対する樹脂付着繊維Fの巻付処理を担う巻付装置に、巻付処理終了後のマンドレル1の重量計測を行う重量計測装置37・38を設ける。具体的には、巻付装置は、巻付位置へのマンドレル1の装填動作、および巻付位置からのマンドレル1の取出動作を担う着脱装置30を備え、この着脱装置30に重量計測装置37・38を設ける。
(もっと読む)
フィラメントワインディング成形における樹脂含浸量測定方法と樹脂含浸量測定装置
【課題】樹脂含浸部をフィードバック制御するフィラメントワインディング成形において、繊維に対する樹脂含浸量を精密且つ連続的に測定することが可能な樹脂含浸量測定方法とその装置を提供する。
【解決手段】樹脂Pが含浸された繊維Fの静電容量を計測し、この計測結果に基づいて、繊維に含浸されている樹脂量を測定する。具体的には、静電容量センサ21を構成する2枚の並行平板24・24の間を、樹脂Pが含浸された繊維Fを非接触で走行させて静電容量の変化を計測することにより、繊維Fに含浸されている樹脂量を連続的に測定する。
(もっと読む)
繊維強化複合材料成形システム、繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料システムにおいて、繊維強化複合材料の繊維体積含有率を、より精度よく制御することである。
【解決手段】繊維束14に樹脂を含浸して成形する繊維強化複合材料成形システム10であって、繊維束14に第1樹脂を含浸する樹脂含浸装置22と、第1樹脂が含浸された繊維束14に第2樹脂を被覆する樹脂被覆装置34とを備え、第2樹脂には、第1樹脂よりも樹脂粘度が高い樹脂を用いる。そして、第1樹脂と第2樹脂とには、熱硬化性樹脂を使用することが好ましい。
(もっと読む)
段階状の断面厚さを有する複合材の連続成形方法
【課題】プリプレグ成形品の厚さ寸法を変化させることができる連続成形方法を提供する。
【解決手段】炭素繊維などのプリプレグの積層体20の両面にそれぞれ例えば3プライのプリプレグ31,32,33の端面位置を変えて積層し、それぞれのプリプレグ31,32,33に連続してプリプレグピールプライ41,42,43を配置した成形素材10を用意する。この成形素材10をシート状として連続してホットプレスに送り込んで成形し、アフターキュア炉で所定時間加熱して熱硬化させる。成形後にプリプレグピールプライ40を剥離・除去することにより断面厚さ寸法が変化する製品を得ることができる。
(もっと読む)
繊維強化複合材料、繊維強化複合材料の成形方法、一対のプリプレグ及び一対のプリプレグ製造方法
【課題】繊維強化複合材料及び繊維強化複合材料の成形方法において、成形コストをより低減することである。
【解決手段】繊維束に樹脂を含浸した一方のプリプレグ28における端30と、繊維束に樹脂を含浸した他方のプリプレグ32における端34とを連結し、長尺プリプレグ40として成形される繊維強化複合材料であって、一方のプリプレグ28における端30と、他方のプリプレグ32における端34との連結部42は、一方のプリプレグ28における端30に、突起36が形成され、他方のプリプレグ32における端34に、一方のプリプレグ28における端30に形成された突起36を嵌め込む嵌め込み溝38が形成され、一方のプリプレグ28における端30に形成された突起36を、他方のプリプレグ32における端34に形成された嵌め込み溝38に嵌め込んで連結される。
(もっと読む)
容器およびその製造方法ならびに製造装置
【課題】強度の高い容器を提供する。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】従来よりもより厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造に適した製造装置を提供する。
【解決手段】ほぐしローラー20を通過させるほぐし工程と発泡原液組成物を発泡・硬化させる発泡工程を有し、ほぐしローラー20を構成する第1ローラー22と第2ローラー24は、回転軸26、28と回転軸に配設した複数の大径円板30、34と小径円板32、36とからなり、大径円板には両面から傾斜した傾斜部42と断面が円弧状ないし平坦面を有する円弧状の外周縁43とからなる周端部44が形成されており、第1ローラーと第2ローラーの1方の大径円板の周端部が他方の小径円板の外周面に近接ないし当接するように構成されているガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
フィラメントワインディング装置
【課題】回転部材表面における繊維の滑りを抑制することができるフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16を回転させながらワーク16の表面に樹脂含浸繊維を巻き付けるフィラメントワインディング装置11において、ワーク16の表面に巻き付けられた前記繊維をワーク16に押圧するホールド冶具(押圧具)51を備える。このホールド冶具51は、ワーク16の表面に沿って移動可能に構成している。
(もっと読む)
フィラメントワインディング装置
【課題】繊維内部への十分な樹脂含浸と樹脂含浸量の正確な管理との両立が可能なフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16に繊維束(繊維)Fを巻付けるフィラメントワインディング装置において、ワーク16の被巻付け面のうち繊維束Fが巻付けられる直前の部位に樹脂を付与するスプレーノズル(樹脂付与手段)20と、繊維束Fに巻付け張力を付与するクリールスタンド(張力付与手段)12aと、を備えた。
(もっと読む)
組機可動式ブレイダー装置
【課題】長尺で、曲がっている部分を有するマンドレルに対するブレイディングを、極めて効率的に行う組機可動式ブレイダー装置を提供すること。
【解決手段】組機2を用いてマンドレル3のまわりにブレイディング層を組織するブレイダー装置であって、組機をマンドレルの軸線に沿って移動させる組機移動手段を設けたものであり、前記組機移動手段が、前記組機に直接的あるいは間接的に設けた駆動源と、マンドレルの平面視軸線および/あるいはマンドレルの側面視軸線に合致する第1のガイド手段および/あるいは第2のガイド手段とを含むものからなる組機可動式ブレイダー装置である。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維に樹脂が適切に含浸されたか否かの判断を迅速に行うことである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16とアイクチ案内部18との間に、レジンバス16から進んできた繊維の温度を測定する非接触型の樹脂含浸繊維温度計28が設けられ、レジンバス16において温度調整された樹脂の温度に基いて設定される管理限界の範囲と、測定された繊維の温度とが比較される。
(もっと読む)
1 - 20 / 23
[ Back to top ]