
Fターム[4F205HK03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 加圧(←多段工程) (129)
Fターム[4F205HK03]に分類される特許
121 - 129 / 129
FRP製グレーチングの成形方法

【課題】側面が鉛直方向に対して傾斜している構成部材を有する繊維強化合成樹脂製の格子状体の新規の製造方法の提供。
【解決手段】底板41上に2つ以上の駒5が縦方向および/または横方向に配列するように突出して形成された型4に硬化性樹脂を充填し、連続繊維を前記駒の配列方向に延在させて、前記型の端部に位置する駒で前記連続繊維をコの字状に折り返して反対方向に延在させることを繰り返すことにより、前記連続繊維を前記型上に格子形状に配置して、前記連続繊維を硬化性樹脂に含浸させて、その後、前記硬化性樹脂を硬化させて、繊維強化合成樹脂製の格子状体を製造する方法。
(もっと読む)
FRP製角パイプの連続製造装置および連続製造方法

【課題】繊維強化プラスチック製の角パイプを連続的に製造するためのFRP製角パイプの連続製造装置並びにその連続製造方法を提供すること。
【解決手段】樹脂を含浸させた帯状の強化繊維材でなるプリプレグシートによって、FRP製の角パイプを連続的に製造する連続製造装置において、作製しようとする角パイプSPの長さと内側断面の寸法を断面にもつ横断面矩形の角型マンドレルMを順次連続的に送り出すマンドレル送り出し装置1と、角型マンドレルのまわりに±θ度の繊維を配列するバイアス方向繊維配列装置2と、角型マンドレルの四辺に長さ方向に沿って帯状の強化繊維のプリプレグシートをそれぞれ個別に積層して配列する0度方向繊維配列装置3と、前記角型マンドレルに沿って積層されたプリフォームを所定の外形寸法に整形する整形装置4とを含むものからなるFRP製角パイプの連続製造装置。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
FRP構造体、並びにFRP構造体の製造装置及び製造方法
【課題】FRPを用いる構造体は、ガソリンスタンドの地下油タンクや消防用の地下水槽などの構造物に利用されているが、剛性や外圧座屈強さが要求される。他方、FRP、熱可塑性プラスチック等からなる樹脂成形物の廃材を有効活用すべきとする要請が高まっている。廃FRPを有効利用しつつ、安価で高剛性のFRP構造体を得ることを目的とする。
【解決手段】FRP構造体1において、外側強化層4と内側強化層2との間の中間層3とを備えるサンドイッチ構造11とし、このサンイッチ構造では、外側強化層4により構造体1に必要な剛性、引張応力、曲げ応力等を確保し、複数の樹脂層を備える中間層により構造体に必要な圧縮・せん断強さを確保する。中間層内の樹脂層は、50重量%以上の高含有率で樹脂成形物(FRP廃材、熱可塑性プラスチック廃材など)の粉砕物又は粉体が配合され、必要な圧縮・せん断強度を有する構造を維持している。
(もっと読む)
高性能構造形状体を製造するための連続的プルトルージョン法
本発明は、構造形状体を製造するための連続的プルトルージョン法において、a)1枚以上の織物シートに、(i)三又は四官能性エポキシ樹脂である少なくとも一種類のエポキシ樹脂、及び(ii)異なった反応性を有する少なくとも二種類の反応性基を含む硬化剤系、の組合せを含む樹脂組成物を含浸させ、b)前記含浸させた織物シートを熱に掛けて前記少なくとも一種類のエポキシ樹脂と前記硬化剤系とを部分的に反応させ、その結果前記樹脂組成物の粘度を増大し、そしてc)前記部分的に反応させた含浸樹脂組成物を、熱及び(又は)圧力を用いてゲル化する、連続的プルトルージョン法を与える。 (もっと読む)
繊維補強シート
【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
航空機胴体の複合セクション、およびこのようなセクションを製造する方法およびシステムがここに開示される。本発明の一実施形態にしたがって構成された複合セクションは、外板および少なくとも第1および第2のスティフナ(730)を含む。外板は、軸周りに360°にわたって延在する連続的な表面を形成する複数の単方向繊維を含むことができる。第1のスティフナ(730)は、外板の内部表面に接合される第1のフランジ部分と、外板の内部表面から離れて内側に突出する第1の突起部とを含むことができる。第2のスティフナは、外板の内部表面に接合される第2のフランジ部分と、外板の内部表面から離れて内側に突出する第2の突起部とを含むことができる。本発明の一実施形態にしたがって胴体のセクションを製造する方法は、複数の未硬化のスティフナをマンドレルアセンブリ上に位置づけることを含む。方法は、複数の繊維トウをマンドレルアセンブリ上の複数の未硬化のスティフナの周囲に適用することをさらに含むことができる。  (もっと読む)
(もっと読む)
複合補強材及び補強構造体を形成する装置及び方法
【課題】
【解決手段】部材の長さに対し横方向に測定したとき、所望の断面の幾何学的形態を有する細長い複合構造部材702を形成する方法及び装置が提供される。装置は、実質的に細長い部材706が取り付けられた基部を有している。マンドレルと少なくとも部分的に相補的に係合する形態とされた1つ又はより多数のローラ728は、転がり且つ、1つ又はより多数の複合材料のプライをマンドレルに押し付ける形態とされている。マンドレルは、回転テーブル716上に配置し且つ、湾曲した細長い幾何学的形態を呈し少なくとも部分的に湾曲し又は円弧状の細長い部材を形成する形態とされている。本発明は、材料を実質的に非硬化状態に保ちつつ、樹脂含浸材料から細長い構造部材を形成することを可能にする。次に、形成された部材を外板又はその他の複合構造体と共に同時硬化させることができる。 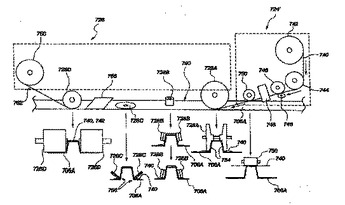 (もっと読む)
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
121 - 129 / 129
[ Back to top ]