
Fターム[4F205HK05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 硬化(←多段工程) (409)
Fターム[4F205HK05]に分類される特許
81 - 100 / 409
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際に、できるだけ繊維の損傷等を抑制しつつ、繊維の段差を低減することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ22とライナ22の外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナ22の外面への繊維の巻き付けの際のライナ22の回転とは逆方向へ同期させた回転で回転可能であり、ライナ22の外面に巻き付けた繊維を加圧する加圧ローラ14を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造方法および高圧タンクの製造装置

【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ28とライナ28の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ28を冷却してライナの外面に少なくとも1層目の繊維を巻き付け、繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
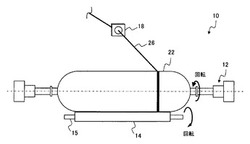
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12のライナー10の内圧を正圧・負圧に交互に繰り返しながら、中間生成品タンク12を回転しつつ加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
高圧タンク及び高圧タンクの製造方法
【課題】水素ガスが充填された加圧状態の高圧タンクにおいて、樹脂ライナーとFRP層との間の水素ガスの滞留を抑制する高圧タンク及び高圧タンクの製造方法を提供する。
【解決手段】高圧タンクは、樹脂ライナー12と、樹脂ライナー12に形成された微小球24を含む中間層20と、樹脂を含浸した繊維を中間層20に巻回して形成されたFRP層22とを有する。
(もっと読む)
高圧タンクの成型方法
【課題】内層の樹脂が外層側に染み出すことを抑制し、高圧タンクにおけるFRP層の層内における繊維と樹脂との比率(Vf)の均一化が図られた高圧タンクの成型方法を提供する。
【解決手段】高圧タンクの成型方法は、未硬化の状態の第1の熱硬化性樹脂を含浸した繊維を中空のライナーに巻回して内層を形成する工程(S100)と、未硬化の状態の第2の熱硬化性樹脂を含浸した繊維を内層に巻回して外層を形成する工程(S102)と、外層側から加熱してFRP層を硬化させる工程(S104)と、を有し、前記第2の熱硬化性樹脂は、加熱硬化時に、第1の熱硬化性樹脂が低粘度化する前に硬化する硬化特性を有する。
(もっと読む)
引き抜き成形による拡張自在な棚システム
【課題】大きな荷重を支持することが可能で、最小数の工程で容易に調節および再構成ができる、軽量な棚システムを提供する。
【解決手段】棚システム10は、補強繊維入りの樹脂の引き抜き成形による複数の垂直柱12および水平梁14を含んでいる。水平梁14が、各々の垂直柱12に配置される二分割カラー50と梁エンドピースによって垂直柱12へ接続される。二分割カラー50の各半分体が、梁へと荷重が加わったときに、二分割カラーの各半分体を垂直柱12の周囲によりきつく締め付ける力が二分割カラー50に加わるよう、くさび形の設計を有している。梁14を、棚システム10の任意の横方向に延長することができるように、垂直柱12の片側または両側に接続することができる。さらに、棚システム10を、くさび状の角コネクタによって直交方向または他の角度方向にも延長することができる。
(もっと読む)
トリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材
【課題】強度の低下を伴わず、大幅な軽量化が可能なトリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材を提供する。
【解決手段】内周に軸線方向に延びる三本のトラック溝26を設けると共に各トラック溝26の内側壁に互いに対向するローラ案内面27,27を設けたトリポード型等速自在継手の外側継手部材である。内周にトラック溝26が形成された金属製のカップ部24を備える。カップ部24に薄肉部40となる小外径部41を形成し、小外径部41をFRP層42にて被覆する。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
(もっと読む)
複合材料製部品の連続した作製方法
高圧ガスタンクの製造方法
【課題】高圧ガスタンクの強度を保ちつつ、補強層の層間剥離を抑制する。
【解決手段】ライナーのシリンダー部とドーム部のつなぎ目部分を覆うようにフープ層を形成して、フープ層の端部に階段状の肩部を形成する。肩部の上に、繊維よりも弾性率の低い粉末状部材を噴霧して低弾性率層を形成する。低弾性率層の形成後、ヘリカル層を形成する。上記工程を繰り返すことにより、ライナーの強度を補強する多層の繊維巻層からなる補強層を形成する。
(もっと読む)
複合材料の製造方法
高圧タンクの製造装置並びに製造方法
【課題】金属ライナーに樹脂含浸繊維を巻き付ける際に、ライナーの両端部のドーム部において、繊維の横すべりが生じにくく、理想的な軌道に近い軌道で巻き付けることができる新しい高圧タンクの製造方法を提供する。
【解決手段】樹脂含浸繊維を金属ライナー1の外面にフープ巻きとヘルカル巻きとを交互に繰り返しながら複数回巻き付ける巻き付け工程を含み、この巻き付け工程の過程で、金属ライナー1の外方に配置した外部加熱装置4により、巻き付けられる樹脂含浸繊維を順次加熱硬化させるようにし、金属ライナー1のドーム部1bに向けて配置した冷却装置5により、ドーム部1bの樹脂含浸繊維を冷却して樹脂の粘度低下を遅らせるようにし、樹脂含浸繊維の横すべりを抑えるようにした。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
風力発電設備のロータブレードを製造する方法及び風力発電設備のロータブレード
【課題】高品質の風力発電設備のロータブレードをより経済的に製造する方法を提供すること。
【解決手段】風力発電設備のロータブレードの製造方法は、少なくとも1つの型を準備する工程と、少なくとも1つの芯材を有する積層繊維複合物を少なくとも1つの型に配置する工程と、樹脂を供給する工程と、を含む。芯材は、第1溝部を有する上面、第2溝部を有する下面、及び第1溝部と第2溝部との間の接続部を有する。樹脂は、積層繊維複合物が十分に満たされるまで、特に第1溝部及び/又は第2溝部を通じて、供給される。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
高圧タンクの製造方法
【課題】ライナーの形状劣化を抑制して高圧タンクを製造する技術を提供する。
【解決手段】中空のライナーの表面に、加熱することにより消失するロストワックス層を形成し、ロストワックス層の表面を覆うように、熱硬化性樹脂が未硬化状態で含まれる炭素繊維材を巻き付けて炭素繊維巻き付け層を形成し、炭素繊維巻き付け層の形成後に、加熱により熱硬化性樹脂を硬化させるとともに、ロストワックスを消失させる。ロストワックス消失によって、ライナーと炭素繊維巻き付け層との間に間隙が形成される。
(もっと読む)
管状体
【課題】握持した際に滑りが防止され、適切な握持感が得られる管状体を提供すること。
【解決手段】最外層26には、強化繊維14が管状体10の外周面に露出した繊維露出部38と、合成樹脂16が管状体10の外周面に露出した樹脂露出部36とが設けられている。また、繊維露出部38の強化繊維14同士の間には、最外層26の表面から内層側に窪んだ窪み部40が設けられている。窪み部40は管状体10の表面に多数形成され、外側に向けて開口している。窪み部40を設けることにより、釣り人が管状体10を握持した際に、掌が部分的に窪み部40に食い込むため、掌の引っ掛かりがよく、握持した手の滑りが防止することができる。
(もっと読む)
湾曲管の製造方法
【課題】プリプレグシートを積層した石膏内型を加熱して硬化させた後に、当該石膏内型を容易に破壊除去することができる湾曲管の製造方法を提供する。
【解決手段】石膏内型2の表面にプリプレグシート1aを積層し、加熱手段によりプリプレグシート1aを硬化させた後に、石膏内型2を破壊除去して湾曲管1を得る湾曲管の製造方法であって、湾曲面3aを内面に有する分離式雌型3の中心部に、熱または溶剤により溶解する中子4を配置して、分離式雌型3と中子4との間に石膏2aを注入し、石膏2aを乾燥させ硬化させた後に、中子4を溶解除去して石膏内型2を得るとともに、この石膏内型2にプリプレグシート1aを積層して加熱手段により硬化させた後に、石膏内型2を破壊除去する。
(もっと読む)
81 - 100 / 409
[ Back to top ]