
Fターム[4F205HK10]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | エネルギー線照射 (24)
Fターム[4F205HK10]に分類される特許
1 - 20 / 24
透明複合基板の製造方法、透明複合基板および表示素子基板
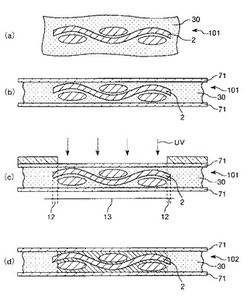
【課題】異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供すること。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法

【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
FRP成形体の製造装置及び製造方法
【課題】樹脂含浸繊維を表面に有する成形体をマイクロ波加熱する際に、成形体表面でアーク放電が発生してしまうことを抑制する。
【解決手段】熱硬化性樹脂を含浸した繊維2を表面に有する成形体1を収容して成形体1にマイクロ波を照射する照射ユニット20を備える成形体の製造装置を構成する。この製造装置は、マイクロ波の照射前に照射ユニット20内を加湿するか、マイクロ波の照射前に成形体の表面に水を噴霧するか、または、マイクロ波の照射前に熱硬化性樹脂を含浸した繊維の表面を樹脂でコーティングする。
(もっと読む)
高圧タンクの製造方法、高圧タンクの製造装置および樹脂ライナ
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ16とライナ16の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、互いに回転可能に嵌合された少なくとも胴部18と両端部20,22との分割構造を有するライナ16の外面に少なくとも1層目の繊維を巻き付けた後、前記両端部20,22の少なくとも一方を回転させることにより繊維を巻き締めて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12にライナー軸方向に沿った超音波振動を付与しつつ、中間生成品タンク12を加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 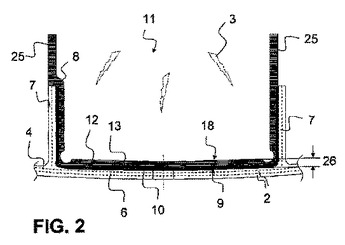 (もっと読む)
(もっと読む)
マイクロ波重合を使用して繊維強化複合材料からなる構造部分を製造する方法
マイクロ波(3)を吸収する繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する本発明による方法であって、前記方法は、a)前記少なくとも一層(2)をある形状(5)に整えて、b)前記少なくとも一層(2)の第一表面部分(6)をマイクロ波(3)で処理して、前記少なくとも一層(2)の温度を制限する手段は少なくとも一つの隣り合う第二表面部分(7)と少なくとも一時的に相互作用することを少なくとも含む。前記方法では、特に、a)及びb)が複数の部分(1、11)に対して実施され、前記部分(1、11)は少なくとも下記により更に処理され、c)各第二表面部分(7)の少なくとも一部が少なくとも一つの重なる領域(12)を作るように、複数の部分(1、11)が互いに対して位置決めされ、d)前記少なくとも一つの重なる領域(12)をマイクロ波(3)で処理する。 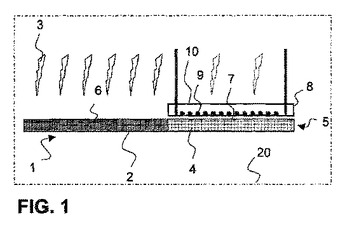 (もっと読む)
(もっと読む)
車両用ボディシェル構造及びその製造方法
本発明は、車両用ボディシェル構造の製造方法に関し、硬化可能なマトリクス材料を入れ込まれた平坦な布製の支持エレメントが準備され、この支持エレメントは、強化/成形エレメントの対応する位置決め後に、少なくとも1つのシェル中子の周囲に成形され、続いてマトリクス材料が硬化される。少なくとも1つのシェル中子を取り除くと、溶接接合の一体型ボディシェル構造ができる。本発明は、さらに、本方法によって製造されたボディシェル構造に関する。 (もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
複合材料から部品を製造する方法および装置
母材と複数の補強要素(CNTs)とを備える複合材料から部品を加法的に製造する方法であり、各層が前の層の上に形成されるように複合材料の一連の層を形成し、複合材料に対し、次の層が上に形成される前に、補強要素の少なくとも一部を回転させる電磁場を印加する。構造プラットフォームと、構造プラットフォーム上に複合材料の一連の層を形成するためのシステムと、電磁場を印加するための電極とを備えた装置もまた開示される。CNTsおよび母材からなる複合粉体とその製造方法は、本出願の第2の目的として開示される。 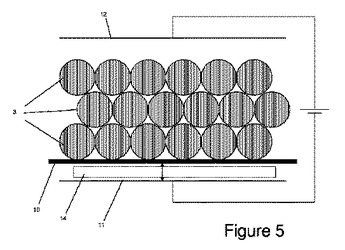 (もっと読む)
(もっと読む)
繊維強化プラスチック製支持バーの成形方法
【課題】
パーティングライン位置における外観も良好な支持バーを提供する。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である第1の繊維強化プラスチックの表面に、融点が150〜300℃である有機繊維を強化材とした第2の繊維強化プラスチックを配すると共に、表面の有機繊維の少なくとも一部分を一旦融解したあと膜状に凝固させることを特徴とする繊維強化プラスチック製支持バーの成形方法。
(もっと読む)
誘導補助的な製造法
繊維複合材料からの成形体の製造法に際して、ストリップ状の、強化繊維および熱硬化性樹脂または熱可塑性樹脂を有する出発材料(1)を連続的に前方に押し出すかまたは前方に引き抜く。流入する出発材料(1)を、通過する樹脂に交流磁場を導入することによって加熱する。そのために出発材料(1)の樹脂を、交流磁場にカップリングする超常磁性粒子と混合する。加熱された出発材料(1)を、継続して成形体に形作り;かつ該樹脂を成形体中で硬化する。 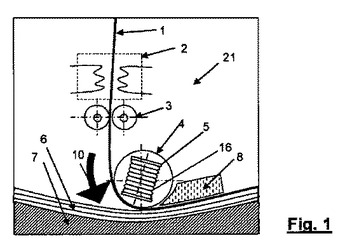 (もっと読む)
(もっと読む)
ゴム付きファブリックの製造方法
【課題】レーヨンコードのコード強力低下を抑制しながら、ゴム付きファブリックの表面を電子線照射によって半加硫させる。
【解決手段】レーヨンコード2を縦糸としたファブリック材3の両面を、トッピングゴム4により被覆することによりゴム付きファブリック基材6を形成するトッピング工程と、前記ゴム付きファブリック基材6の少なくとも一面Sに電子線を照射する電子線照射工程とを含む。前記ゴム付きファブリック基材6は、レーヨンコード2から前記一面Sまでのトッピングゴム4の被覆厚さTを0.2mm以上とし、しかも電子線の加速電圧を150KV以下とした。
(もっと読む)
強化材層の成長による複合材の製造方法及び関連機器
2層以上の強化材の層を現場で(in-situ)成長させること、及び、各層を次の層を成長させる前にマトリックスで含浸することを含む、複合材の製造方法。強化材の層は化学蒸着法によって形成されうる。この方法は、所望の形状及び物性を有する部品を形成するためのアディティブ層製造技術として使用できる。 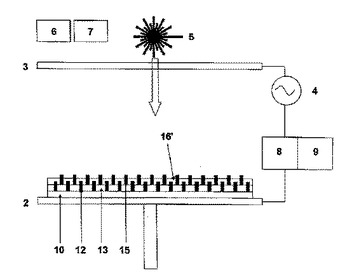 (もっと読む)
(もっと読む)
RTM成形装置
【課題】 強度、軽量性に優れかつ安定した品質をそなえた成形体を得ることが可能なRTM成形装置を提供する。
【解決手段】 樹脂組成物を成形型内に注入し被成形体に含浸させてFRP成形体を成形するように構成されたRTM成形装置において、上記樹脂組成物をCCPで構成し、上記被成形体の外側に隣接して上記CCPを含む CCP分担層を配置し、上記CCP分担層は上記CCPの硬化特性と該CCPから外部への放熱特性とにより定まるVf限界値を備えるような構成にて設けられ、上記被成形体と上記CCP分担層との間に該被成形体を分離する成形体分離手段を配置した。
(もっと読む)
嫌気性接着剤を使用して三次元予備成形品を形成する方法
【課題】
種々の液体合成物処理用の構造的補強予備成形品を形成する方法と装置を提供すること。
【解決手段】
この発明は繊維補強成形物品と繊維マットを形成する方法に関し、しかして、この方法はなかんずく嫌気性接着剤を使用する。
この発明は、成形物品の少なくとも一部分に対応する構成を有する予備成形型面に補強繊維から成る材料層を塗布し;嫌気性接着剤から成る組成物を補強材料に加えて;前記嫌気性接着剤を前記接着剤の硬化を促進させる大気と接触させる工程から成る繊維補強成形物品を形成する方法である。
(もっと読む)
1 - 20 / 24
[ Back to top ]