
Fターム[4F205HK17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 接着、接合 (68) | 既成物品への取付け、一体化 (25)
Fターム[4F205HK17]に分類される特許
1 - 20 / 25
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
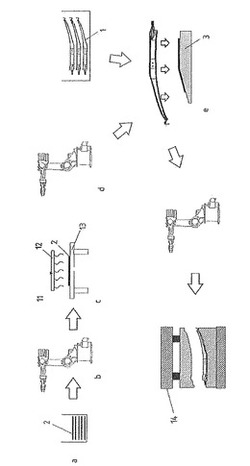
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材

【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
ゴムホースの製造方法、ゴムホース、及び端子金具付きゴムホース
【課題】製造スペースを低減しながら、第1及び第2の編組層を一体化して耐久性を向上させることが可能なゴムホースの製造方法及びゴムホースを提供する。
【解決手段】ゴムホースの製造方法は、ゴム内管2の外周側に第1の編組層31を形成し、第1の編組層31の外周側に熱可塑性樹脂層30を形成し、熱可塑性樹脂層30の外周側に第2の編組層32を形成し、第1の編組層31の外周側にゴム外管4を形成して、積層構造体10を形成する積層構造体形成工程と、積層構造体10を熱可塑性樹脂層30が軟化する温度以上に加熱することで、ゴム内管2及びゴム外管4を加硫させる加硫軟化工程と、熱可塑性樹脂層30を軟化させることにより、糸状体310,320の編目31a,32aに浸透した軟化状態の熱可塑性樹脂を固化することにより、第1及び第2の編組層310,320を一体化させる一体化工程と、を有する。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
高圧タンクの製造装置、高圧タンクの製造方法および繊維束の拡幅装置
【課題】ライナへの繊維束の巻き付けの際の繊維束の拡幅量の変動を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、複数の繊維を含んで構成された繊維束を通して拡幅するための、曲率を変更可能で拡幅量に応じた幅のスリットを有する拡幅手段を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際の繊維束の拡幅率を向上することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナの外面に繊維を巻き付ける際にライナを振動させる振動手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造方法および高圧タンクの製造装置
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ28とライナ28の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ28を冷却してライナの外面に少なくとも1層目の繊維を巻き付け、繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンク及び高圧タンクの製造方法
【課題】水素ガスが充填された加圧状態の高圧タンクにおいて、樹脂ライナーとFRP層との間の水素ガスの滞留を抑制する高圧タンク及び高圧タンクの製造方法を提供する。
【解決手段】高圧タンクは、樹脂ライナー12と、樹脂ライナー12に形成された微小球24を含む中間層20と、樹脂を含浸した繊維を中間層20に巻回して形成されたFRP層22とを有する。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
圧力容器の製造方法
【課題】FRP層の形成時における熱硬化樹脂の染み出しが抑制された圧力容器の製造方法を提供する。
【解決手段】圧力容器の製造方法は、中空部を有する筒状の基材表面に熱硬化性樹脂を含浸させた繊維を巻回させる工程と、該熱硬化性樹脂を硬化させて、該基材表面にFRP層を形成する樹脂硬化工程S20と、を順に有する。また、樹脂硬化工程S20に併行して、FRP層の外側に外圧を付与し、かつ、基材の内側に、外圧に対抗する内圧を付与する圧力付与工程(S200)を有する。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】ライナと繊維強化プラスチック層とが接着されてしまわずに、繊維強化プラスチック層の変形も防止できる車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを準備する工程(ステップS01)と、前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS01)と、前記繊維強化プラスチック材料を硬化させて繊維強化プラスチックと成す工程(ステップS02〜S08)と、を含み、前記繊維強化プラスチック材料を硬化させる工程(ステップS02〜S08)は、大気圧よりも高い内圧を前記ライナに付与する高圧過程(ステップS02〜S03)と、大気圧よりも低い内圧を前記ライナに付与する低圧過程(ステップS04〜S05)とを有しており、前記高圧過程を行った後に前記低圧過程を行うものである。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
(もっと読む)
FRPサンドイッチパネルの交差部構造
【課題】曲げ荷重や引張荷重が負荷された際、隅部のFRPオーバーレイの剥離を防止することができるFRPサンドイッチパネルの交差部構造を提供する。
【解決手段】FRPサンドイッチパネル1、2の交差部における隅部A、Bは、三角柱状の木材又は発泡プラスチック等からなる芯材と、芯材の周囲を包囲するGFRP布部分とから形成されたFRPコーナー部材3a、3bが設置され、FRPサンドイッチパネル1、2の側面の所定範囲とFRPコーナー部材3a、3bとを覆うFRP布4a、4bによって、オーバーレイして接着が図られている。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
航空機又は宇宙船に用いられる構成部品におけるコア構造体の基体又は繊維体を補強する方法及び装置、航空機又は宇宙船用の構成部品、並びに、航空機又は宇宙船
航空機又は宇宙船等に用いられる構成部品のコア構造体の基体又は繊維体を補強する方法であって、搬送装置(15)の複数の筒体(17)の一に送り手段(12)によって連続状半完成品(6)を送り込む工程、筒体に収容されている補強用の切断半完成品(7)を得る為に切断装置(13)を用いて連続状半完成品を所定長さに切断する工程、筒体を機械加工装置(14)へ搬送する工程、補強用の切断半完成品を機械加工装置によって尖らせる工程、コア構造体の補強されるべき基体又は繊維体へ筒体を搬送する工程、並びに、打ち込み手段によって尖らされた半完成品を基体又は繊維体に打ち込む工程を備えた方法。この方法を実施する為に対応する装置が使用され、この方法及び/又は装置を用いて構成部品が製造され、航空機又は宇宙船がそのような構成部品を備える。 (もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
繊維強化樹脂製筒部材の製造方法
【課題】未硬化樹脂含浸繊維層の端部を折り返す必要がなく、繊維配向を初期の配向姿勢に維持しながら、しかも極めて簡易な方法で、樹脂繊維からなる筒部材とエンジンボックス等に直接剛結合される鍔付きの筒材とを接合することのできる、繊維強化樹脂製筒部材の製造方法を提供する。
【解決手段】マンドレル1と、その一端に取付けられ、マンドレルに比して拡径した拡径部と突起を有する端部取付け材2と、からなる基材10を用意する工程、未硬化樹脂含浸繊維をマンドレル1外周にフープ巻きして第1の巻層3を形成し、さらにその外周に繊維をヘリカル巻きして第2の巻層4を形成し、第2の巻層4の端部を切断して該端部と端部取付け材2をマンドレル1から切り離して挿入空間7を形成し、該挿入空間7に鍔付きの筒材6を挿入し、第2の巻層4の外周に繊維をフープ巻きして第3の巻層5を形成し、加熱処理する製造方法である。
(もっと読む)
1 - 20 / 25
[ Back to top ]