
Fターム[4F205HK22]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形装置 (334) | 装置全体 (16)
Fターム[4F205HK22]に分類される特許
1 - 16 / 16
固定式分配器を使用する繊維配置のための方法およびシステム

【課題】繊維配置動作を行うに際し、繊維量の制限が少なく、また、繊維や樹脂の屑による材料の詰まりも無く、複合繊維製品を作製するのに、稼働停止時間が少なく、生産効率の良いシステムを提供する。
【解決手段】ロボットアーム162を有するモーションシステムと、ロボットアーム162に搭載された繊維配置レイアップ心棒110と、配送ヘッド124を有する繊維配置配送システム120とを含む。ロボットアーム162は、複合繊維部品を作製するために、配送ヘッド124に対して配送ヘッド124の近くで心棒110を運動させるように動作することができる。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
プリプレグテープの経路計算方法

【課題】様々な曲面に対応して皺無くプリプレグテープの貼着や積層を図ること。
【解決手段】任意の初期座標p0を始点として、プリプレグテープの面Sに予定されているプリプレグテープの貼着方向V(i)に沿う探索ベクトルSVを、所定の微小移動量Δaをスカラとして演算する探索ベクトル演算ステップS101と、演算された探索ベクトルSVの終点peから面Sに下ろした垂線の足ptemp1-3(i, j, k)を演算する垂足演算ステップS102とを含み、所定の終了条件が成立するまで、垂線の足ptemp1-3(i, j, k)と探索ベクトルSVの基点とに基づいて新たな探索ベクトルSVを演算するとともに、この新たな探索ベクトルSVに基づき、垂線の足ptemp1-3(i, j, k)を次の演算の始点として探索ベクトル演算ステップS101を繰り返すナビゲーティングステップS100〜S125を備える。
(もっと読む)
複合材ファンバイパスダクト及びその他の同様な構成要素を製作するための螺旋ワインディングシステム
【課題】成形複合材構成要素を製作するための螺旋ワインディングシステムを提供する。
【解決手段】幅Wを有する三軸材料32を保持しかつ巻付け時に該材料32を真っ直ぐに保って一様な重なりを形成するようになったクリール34と、クリール34から該材料32の幅Wを受けかつ巻付け時に該材料32に張力を与えるようになった緊張装置38と、緊張装置38から該材料32を受けて螺旋巻付け成形複合材構成要素プリフォーム46を生成するようになった成形硬化マンドレル42と、緊張装置38からの該材料32を、該材料32の各後続層が幅Wの約半分だけ重なるように、成形硬化マンドレル42の周りに螺旋状に巻付けるようになった横行スクリュ44とを含む、システム。
(もっと読む)
複合リングの製造方法および装置
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
プリプレグ積層体の成形装置及び成形方法
【課題】プリプレグ積層体1の曲げ加工を安定化させて、その精度を向上させる。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
(もっと読む)
複合テープコースを規定するコンピュータで実現される方法、複合テープコースを規定するためのコンピュータプログラムプロダクトおよびテープコース生成機
【課題】比較的複雑な表面にテープコース定義を効率的に生成できる方法および装置を提供する。
【解決手段】テープコース生成機はCNC複合テープ積層機械をプログラムする際の使用のためのテープコース定義を生成する。テープコース生成機は外形付きの表面をパラメトリック基準表面にマッピングする基準表面パラメータ化機と、基準表面を基準面にマッピングする基準面インスタンス化機とを含む。テープコース生成機はテープ境界を描くテープ境界プロッタと、テープ境界および層境界を基準面にマッピングする境界マッパーとをさらに含む。さらに、テープコース生成機は層境界とテープ境界との交点を識別する交点ロケータと、テープ切断を規定し、基準面のどの点がテープコース内にあるかを判定するテープコースデリミタとを含む。さらに、テープコース生成機は規定されたテープコースをマッピングして外形付きの表面に戻すテープコーストランスフォーマを含む。
(もっと読む)
長繊維強化熱可塑性樹脂材料の製造装置及びその製造方法
【課題】含浸ダイの導入孔からの溶融樹脂の漏出防止及び溢出量の抑制を図る。
【解決手段】含浸室1に連続した強化繊維の繊維束4を連続して供給するための複数個の導入孔7が入口板2に設けられている含浸ダイにおいて、上記入口板2の各導入孔7に対しシャッター5が導入孔を個別に開閉可能に設けられており、入口板2の導入孔の下側にシャッター受け6が設けられており、前記シャッター5を該シャッター受け6に係合させた状態で上下動させることによって導入孔7を開閉することを特徴とする。
(もっと読む)
ツールアセンブリ、航空機の翼、航空機の翼および翼外板の製造方法、ならびに複合積層体を製造するためのシステム
【課題】 一系統群の航空機の翼を元の翼のモデルに基づいて製造するための方法およびシステムを提供する。
【解決手段】 航空機の複合翼および他の構造を製造するための方法およびシステムをここに開示する。この発明の一実施例に従った複合積層体を製造する際に使用するツールアセンブリは、可動支持システムによって担持されたツールプレートを含む。ツールプレートは、繊維強化樹脂材料を支持し、繊維強化樹脂材料の外側モールド線(OML)を規定するよう構成されたツール表面を含む。可動支持システムは、コントローラからの信号に応答してツール表面の形状を自動的に変更し、完成部品のOMLを変えて、特定の用途に適合するよう構成されている。一実施例では、可動支持システムは、ツールプレートに動作可能に結合された複数のテレスコープ式作動装置を含み得る。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープ及びその製造方法
【課題】テープを材料に用いた炭素繊維強化熱可塑性樹脂(CFRTP)成型物が高い曲げ強度を示す広幅扁平形状の炭素繊維強化熱可塑性樹脂テープを製造する方法を提供する。
【解決手段】内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を130μm以下にし、下流側スリットノズル12の下流にテープ冷却手段64、66を設けた構成の装置を用いて製造する。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープの製造装置
【課題】 熱可塑性樹脂テープ製造時、毛羽蓄積に伴う樹脂含浸装置内部での炭素繊維の切断、テープの変形等のトラブルを防止する炭素繊維強化熱可塑性樹脂テープの製造装置を提供する。
【解決手段】 内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を互いに縮める方向にノズル上部部材20とノズル下部部材26の少なくとも一方を付勢する手段36を設けた構成の製造装置にする。
(もっと読む)
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
(もっと読む)
真空利用プライ配置シューおよび方法
基板表面上にプライを配置するための装置は、真空源に取付けるように構成される真空マニホールドアセンブリと、基板表面との実質的にガス不透過性の界面を提供するように構成される基板シールとを含む。この装置は、さらに、プライとの実質的にガス不透過性の界面を提供するように構成されるプライシールを含む。この態様で、真空マニホールドアセンブリに与えられる真空は、プライと基板表面との間の領域を減圧する。 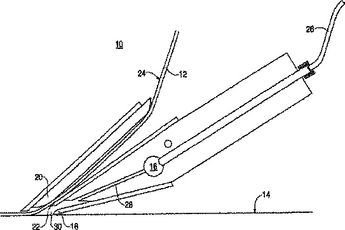 (もっと読む)
(もっと読む)
航空宇宙応用分野のテープ材料を敷設するための装置
複数ヘッドテープ配置システム(100)は、いくつかのテープヘッド(102)を含む。各テープヘッドは、複合材料をマンドレルに搬送するための、ガイドシュート(116)および転圧ローラ(136)を含む。裏当ては転圧ローラに達する前に複合テープ材料から除去される。各テープヘッドはまた、裏当てが除去された後に、かつ材料が転圧ローラに達する前に、複合テープ材料を切断するように配置される、材料カッタ(138)を含む。材料カッタは、凸状の切断面を備えた湾曲したブレード(152)と、平坦なブレードが水平方向に揺動運動しながら湾曲したブレードを垂直に上下に通過するにつれ平坦なブレードの切断ブレードに沿って湾曲したブレードと多くても2つの接点で接触する平坦なブレード(156)とを含む。湾曲したブレードおよび平坦なブレードは、複合テープ材料を横に心ずれさせずに、複合テープ材料を2つの対向する方向に同時に切断する。 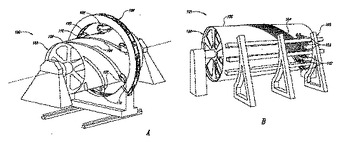 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]