
Fターム[4F205HK23]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形装置 (334) | 構成要素 (301)
Fターム[4F205HK23]の下位に属するFターム
Fターム[4F205HK23]に分類される特許
1 - 20 / 71
フィラメントワインディング装置
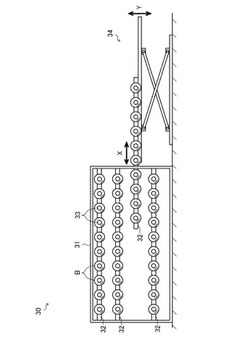
【課題】ボビンホルダ軸のメンテナンスやボビンの交換等に際して、作業性ならびに安全性を向上させる技術を提供する。
【解決手段】繊維束Fが巻かれたボビンBをそれぞれ支持する複数のボビンホルダ軸33と、前記ボビンホルダ軸33を連結する連結部材32と、前記連結部材32を支持するラック31と、で構成されたクリールスタンド30を備えるフィラメントワインディング装置100であって、前記連結部材32は、該連結部材32によって連結される前記ボビンホルダ軸33と該ボビンホルダ軸33によって支持される前記ボビンBを一体若しくは連動して可動することができる、とした。
(もっと読む)
フィラメントワインディング装置

【課題】第1繊維束ガイド91及び第2繊維束ガイド92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置100を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する複数の第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることで第1繊維束ガイド91及び第2繊維束ガイド92の供給口から供給される繊維束Fをライナー1の外周面1Sに巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92は、供給口の幅を変更可能に構成する。
(もっと読む)
フィラメントワインディング装置
【課題】巻きデータの補正を簡易かつ自動で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。第2の巻き付け動作では、複数のガイド部43、44の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナー12に繊維束Fを巻き付ける。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。補正動作では、巻きデータに基づく複数のガイド部43、44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
(もっと読む)
フィラメントワインディング装置のボビン解舒装置
【課題】繊維束の挙動を安定させて、該繊維束の転覆を防止する技術を提供する。
【解決手段】帯状の繊維束Fが巻かれたボビンBを回転自在に支持するボビン支持軸33と、前記ボビンBから解舒された繊維束Fの進行方向を変更する固定ガイド35と、前記ボビンBと前記固定ガイド35との間に配置される補助ローラ34と、を備えたボビン解舒装置32A(32B)であって、前記固定ガイド35は、該固定ガイド35の軸心が前記ボビン支持軸33の軸心に対して略直交となるように配置され、前記補助ローラ34は、該補助ローラ34の軸心が前記ボビン支持軸33の軸心に対して平行又は略平行に配置される。
(もっと読む)
フィラメントワインディング装置
【課題】ガイドの清掃を効率よく、短時間で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】繊維束Fを案内する複数のガイド53と、ガイド53を清掃するための清掃部61と、を備え、ガイド53を清掃する場合に、ガイド53を清掃部61に移動させて清掃する。ガイド53の清掃をガイド53が配置された位置で行うのではなく、清掃部61が配置される特定の位置にガイド53を移動させ、その位置でガイド53の清掃を行うため、ガイド53の清掃を効率よく、短時間で行うことができる。
(もっと読む)
フィラメントワインディング装置
【課題】各繊維束ガイド91・92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることでライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92からライナー1の外周面1Sに供給される繊維束Fの経路上で、繊維束Fに接触して繊維束Fの幅Wfを拡げる第1拡張ガイド48及び第2拡張ガイド49を具備する。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束の巻き付け動作を中断してから再開できるまでの所要時間を短縮すべく、フープ巻き装置を交換可能とする技術を提供する。
【解決手段】繊維束Fを供給するためのボビン45を搭載したフープ巻き装置40を備え、前記ボビン45がライナー1の周囲を旋回することで該ライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、前記フープ巻き装置40は、所定の位置で他のフープ巻き装置50と交換できる、とした。
(もっと読む)
熱硬化装置、および、熱硬化方法
【課題】導電性繊維と熱硬化性樹脂とを含む繊維強化プラスチック層を有する圧力容器における熱硬化性樹脂を、電磁誘導加熱によって熱硬化する際に、繊維強化プラスチック層の内層側から外層側への熱硬化性樹脂の染み出しを抑制する。
【解決手段】比較的遅い昇温速度で、熱硬化性樹脂の最低粘度を比較的高く維持して、熱硬化性樹脂の熱硬化を行い、その後、比較的速い昇温速度で、急速に熱硬化性樹脂の熱硬化を行う。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
フィラメントワインディング装置及びフィラメントワインディング方法
【課題】多給糸方法を用いてガスタンクに繊維を巻回する場合に口金付近の繊維層が厚くなるのを抑制する。
【解決手段】FW装置1は、タンク支持装置11と、ガスタンク2に対して繊維Aを供給しヘリカル巻きを行うヘリカル巻きヘッド12と、制御装置14を有する。ヘリカル巻きヘッド12は、ガスタンク2の周囲に同心円状に配置され、タンク軸方向Xに相対的に移動可能なガイドリング30と、ガイドリング30にタンク軸に対し放射状に設けられ、繊維Aをガスタンク2に向けて給糸する複数のガイド筒31と、ガイド筒31の給糸口32をタンク軸心方向Yに前後移動させる給糸口移動装置33と、を有する。制御装置14は、ガイドリング30がヘリカル巻きの折り返し位置にある時に、一部のガイド筒31の給糸口32のタンク軸心方向Yの位置が他のガイド筒31の給糸口32の位置よりも後方側になるように給糸口32の前後移動を制御する。
(もっと読む)
フィラメントワインディング方法、フィラメントワインディング装置及びタンク
【課題】多給糸方法を用いてヘリカル巻きを行う場合において、繊維の終端部の固定を簡単に行う。
【解決手段】本発明のフィラメントワインディング方法は、ガスタンク2の周囲の同心円上に配置されたヘリカル巻きヘッド12の複数の給糸部からガスタンクに繊維を給糸しながら、ガスタンク2をヘリカル巻きヘッド12に対しタンク軸方向Xに相対的に往復移動させてガスタンク2にヘリカル巻きを行い、ガスタンク2の最後の折り返し後、ガスタンク2の一方のドーム部2bと胴部2aに繊維を巻いて、繊維の巻回終端部A1を胴部2aの一の端部Pに位置させる工程と、フープ巻きヘッド13から胴部2aに繊維を給糸して、胴部2aのヘリカル巻きの上にフープ巻きを行う工程と、その後、繊維の巻回終端部A1のある胴部2aの一の端部Pにおいて、ヘリカル巻きヘッド12の給糸部に接続されている繊維Aを切断する工程と、を有する。
(もっと読む)
補強部材の製造方法および製造装置
【課題】均一な密度でかつ、補強繊維片が一定方向に配向された補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、均一な密度の補強部材を製造することができる補強部材の製造方法および製造装置を提供する。
【解決手段】一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、長手方向に延びる帯状未加硫ゴムシートの一方の上方から、一方の帯状未加硫ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、一方の帯状未加硫ゴムシート上に、帯状未加硫ゴムシートの他方を供給して重ね合わせ、一方および他方の帯状未加硫ゴムシート間に補強繊維片層を介装させる供給工程と、一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行う。
(もっと読む)
フィラメントワインディング装置
【課題】モーションコントローラを再起動させると、繊維束を巻き付ける一連の動作が連続して実行される技術を提供する。
【解決手段】反復動作を行なう装置と発散動作を行なう装置を備えてライナー1の外周面1Sに繊維束Fを巻き付けるフィラメントワインディング装置100において、繊維束Fを巻き付ける一連の動作の途中で停電により停止した場合に再起動をすると前記反復動作を行なう装置は停止した位置から繊維束Fを巻き付ける一連の動作を再開し、前記発散動作を行なう装置はみなし原点位置から繊維束Fを巻き付ける一連の動作を再開する、とした。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
翼型製造システム
【課題】複合構造体の構造、特に複合材料を使用した翼型部材を製造するに際し、複数のパーツを有するツールに対して、プリプレグに位置決め、加熱、加力に優れた装置及び成形方法を提供する。
【解決手段】プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し且つツールの複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる、装置及び製造方法。
(もっと読む)
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
変形可能な担体膜を使用して、成形工具上にプリプレグ層を積層する方法
【課題】層が工具に適用される際に変形して、層を正確に位置づけしたまま層を工具の形状に密接に適合させることを可能にする、複合層を成形工具の上に積層する方法が必要である。また、層材料を輸送中および積層中に安定した状態に保つことができる、層材料をハンドリングし、輸送する方法も必要である。
【解決手段】プリプレグ材料を担体膜上に配置し、担体膜を使用してプリプレグ材料を工具に適用することによって、複合プリプレグを工具の上に積層する。プリプレグは、担体膜を変形させることによって工具の輪郭に適合させる。
(もっと読む)
FRP成形体の製造装置及び製造方法
【課題】樹脂含浸繊維を表面に有する成形体をマイクロ波加熱する際に、成形体表面でアーク放電が発生してしまうことを抑制する。
【解決手段】熱硬化性樹脂を含浸した繊維2を表面に有する成形体1を収容して成形体1にマイクロ波を照射する照射ユニット20を備える成形体の製造装置を構成する。この製造装置は、マイクロ波の照射前に照射ユニット20内を加湿するか、マイクロ波の照射前に成形体の表面に水を噴霧するか、または、マイクロ波の照射前に熱硬化性樹脂を含浸した繊維の表面を樹脂でコーティングする。
(もっと読む)
1 - 20 / 71
[ Back to top ]