
Fターム[4F205HK28]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形装置 (334) | 構成要素 (301) | 加熱装置 (20)
Fターム[4F205HK28]に分類される特許
1 - 20 / 20
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
熱硬化装置、および、熱硬化方法

【課題】導電性繊維と熱硬化性樹脂とを含む繊維強化プラスチック層を有する圧力容器における熱硬化性樹脂を、電磁誘導加熱によって熱硬化する際に、繊維強化プラスチック層の内層側から外層側への熱硬化性樹脂の染み出しを抑制する。
【解決手段】比較的遅い昇温速度で、熱硬化性樹脂の最低粘度を比較的高く維持して、熱硬化性樹脂の熱硬化を行い、その後、比較的速い昇温速度で、急速に熱硬化性樹脂の熱硬化を行う。
(もっと読む)
翼型製造システム
【課題】複合構造体の構造、特に複合材料を使用した翼型部材を製造するに際し、複数のパーツを有するツールに対して、プリプレグに位置決め、加熱、加力に優れた装置及び成形方法を提供する。
【解決手段】プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し且つツールの複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる、装置及び製造方法。
(もっと読む)
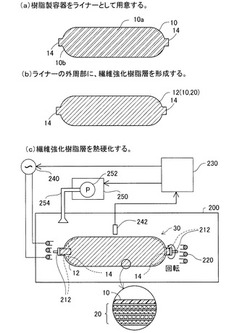
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて効率よく、より十分に繊維強化樹脂層の熱硬化を行う。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。その際、誘導加熱コイル40と繊維強化樹脂層21の繊維は、同じ方向に巻かれている。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、マトリックス樹脂を含浸させた繊維束22をライナ26の外面に巻き付ける際に、繊維束22に樹脂を塗布するための樹脂塗布手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造方法および高圧タンクの製造装置
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ28とライナ28の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ28を冷却してライナの外面に少なくとも1層目の繊維を巻き付け、繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
(もっと読む)
複合容器の製造方法
【課題】 複合容器の効率的な製造方法を提供する。
【解決手段】 容器を形作るライナー1を回転させつつ、繰出装置17から、熱硬化性の樹脂が予め含浸された繊維Fを繰り出させることで、ライナー1に繊維Fを巻付ける。この際、ヒータ22により、ライナー1の内部から加熱することで、前記繊維Fに含浸された樹脂をライナー1の表面に近い側から離れる側に向けて徐々に硬化させ、この硬化に伴って前記樹脂を発熱させる。前記熱硬化性の樹脂配合物中には多官能性樹脂を配合するとよい。
(もっと読む)
繊維強化樹脂管の製造方法
【課題】ロール原反の巻き終わり部の布の後端と、新しいロール原反の布の先端とを、容易に且つ強固に接着できるようにする。
【解決手段】 強化繊維で構成される帯状の布21をロール状に巻回したロール原反20を用い、前記ロール原反20から帯状の布21を引き出してその布21を芯材1の周囲に巻き付け、その布21に含浸させた樹脂を硬化させることにより管状部材を形成する繊維強化樹脂管の製造方法において、前記ロール原反20の布21が残り少なくなった際に、そのロール原反20の巻き終わり部の布21の後端21bと、別のロール原反20の布21の先端21aとに熱接着シート30を宛がい、その熱接着シート30を宛がった部分を加熱し且つ圧力を加えることにより、その熱接着シート30を介して布21同士を接合する繊維強化樹脂管の製造方法とした。
(もっと読む)
自動車パネル用成型製品
ポリアミドマトリックスおよび強化繊維からなる少なくとも1つのポリアミド強化層を含む複合材成型製品であって、該ポリアミド強化層が、加圧蒸気工程を使用した固化のために多孔質であることを特徴とする、複合材成型製品。  (もっと読む)
(もっと読む)
車両搭載用高圧タンクの製造装置及び製造方法
【課題】製造過程におけるワークの過昇温を抑制できる車両搭載用高圧タンクの製造装置を提供すること。
【解決手段】この製造装置は、ライナ101の周囲に繊維強化プラスチック材料を巻きつけたワークWを昇温する炉本体20と、ワークWを回転させる回転棒30と、ライナ101内の圧力を調圧する調圧弁401と、ライナ101内に液体を供給し、その液体が気化した気体をライナ101内から排出する液体給排系40と、を備える。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 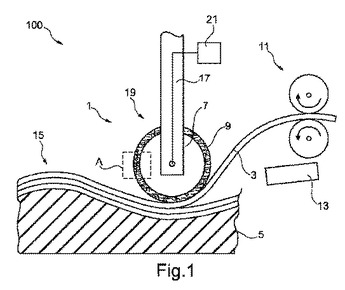 (もっと読む)
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における、繊維に樹脂を付着させる樹脂付着装置であって、特に、液滴噴射方式の樹脂付着装置において、樹脂を繊維に噴射した後に、樹脂の主剤及び硬化剤を撹拌混合することで、主剤及び硬化剤の撹拌混合不良を防止する。
【解決手段】繊維3を搬送する搬送装置10と、搬送装置10により搬送される繊維3の表面に向けて、樹脂6の主剤21、及び硬化剤22を噴射する液滴噴射装置11と、繊維3の表面に付着した樹脂6の主剤21、及び硬化剤22を撹拌する撹拌装置12と、を具備し、撹拌装置12は、樹脂6の主剤21、及び硬化剤22が液滴噴射装置11から噴射される位置より下流側に設置されている、樹脂付着装置7である。
(もっと読む)
FRP成形体の製造方法及び製造システム
【課題】フィラメント・ワインディング法により、所望の繊維体積含有率を有するFRP成形体を製造する方法及びシステムを提供する。
【解決手段】FRP成形体の製造方法は、導電性を有する繊維束に、熱硬化性の樹脂を含浸させる工程(a)と、樹脂を含浸した繊維束の一部に通電しながら、繊維束を回転部材の周囲に巻き付ける工程(b)とを備える。また、FRP成形体の製造システムは、導電性を有する繊維束に熱硬化性の樹脂を含浸させる樹脂含浸部30と、ワーク50を回転駆動する回転駆動部53と、樹脂を含浸した繊維束をワーク50の方向に導くことにより、ワーク50の周囲に繊維束Fを巻き付ける繊維束ガイド40と、繊維束Fの長さ方向の一部に電流を供給する電源装置60とを備える。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
複合材料管の製造
繊維強化複合材料から形成される管を製造するための装置において、内部のマンドレル空洞(5)と、繊維強化材料(9)により巻き付けられて、複合材料の積層体(10)を形成する外表面(7)とを有する細長状中空マンドレル(3)と、異なる温度の伝熱流体がマンドレル空洞(5)を通って循環し、温度が上昇した流体が循環する場合、熱が複合材料の積層体を硬化あるいは形成するために、流体から複合材料の積層体に向けてマンドレル(3)を通って伝わることを可能にするための流体流れ手段(11)と、を備えている。 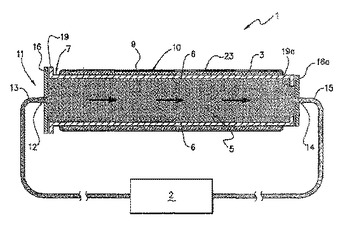 (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]