
Fターム[4F205HK32]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形装置 (334) | 構成要素 (301) | 型 (118) | 割型、分割型 (27)
Fターム[4F205HK32]に分類される特許
1 - 20 / 27
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
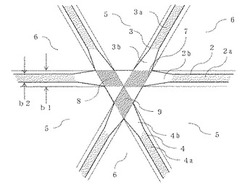
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
繊維強化樹脂成形体の製造装置

【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
ケース、ケースの製造方法、及び成形型ユニット
【課題】フランジ9,13にしわや繊維の蛇行の発生を抑えて、ファンケース1全体の強度及び剛性を十分に高めること。
【解決手段】ケース本体7の内部からフロントフランジ9の内部及びリアフランジ13の内部にかけて、強化繊維からなる織物17を含む複数の織物層19を有し、ケース本体7の内部のみに、複数の織物層19の他に、傾斜角(β)±0〜10度の強化繊維からなるロービング25を含む複数のロービング層27を有していること。
(もっと読む)
複合材構造体の成形方法
【課題】複合材構造体の内側の形状、寸法の精度を向上させることが可能な複合材構造体の成形方法を提供することを目的とする。
【解決手段】内型治具6にプリプレグ2を巻回する巻回工程と、内型治具6に巻回したプリプレグ2にプライ8を積層する積層工程と、プライ8を積層した内型治具6の外周に複合材の外板4a、4bを設けて、分割された外型治具9を装着して成形する成形工程と、を含むことを特徴とする。
(もっと読む)
高圧タンクの製造方法、高圧タンクの製造装置および樹脂ライナ
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ16とライナ16の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、互いに回転可能に嵌合された少なくとも胴部18と両端部20,22との分割構造を有するライナ16の外面に少なくとも1層目の繊維を巻き付けた後、前記両端部20,22の少なくとも一方を回転させることにより繊維を巻き締めて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
固定シャフトまたは回転シャフトを受容するように構成された横方向ベアリングを備える複合材料でアームを製造する方法
複合材料構造物製造用マンドレルの組立方法およびマンドレルの組立装置
【課題】 例えば航空機の胴体部等の製造に用いられる、略円筒形で、複数のセグメントに分割可能な構成を有するマンドレルを、高い位置精度で容易に組み立てることができる技術を提供する。
【解決手段】 セグメント固定工程では、対向配置した一対のサポートリングに沿って複数設定されている固定箇所のうち、1つの特定固定箇所に、固定対象である1個の前記セグメントを固定する。回転工程では、セグメント固定工程の前に、前記特定固定箇所を、サポートリングの最上部に位置させるように、前記サポートリングを回転させる。ここで、前記セグメント固定工程では、固定対象のセグメントを、前記サポートリングそれぞれの間に配置し、鉛直方向に沿って特定固定箇所に対応する高さまで上昇させてから、当該サポートリングに固定している。
(もっと読む)
複合材料構造物製造用マンドレルの分解方法およびマンドレルの分解装置
【課題】 略円筒形で、複数のセグメントに分割可能な構成を有するマンドレルを、容易かつ効率的に分解することができる技術を提供する。
【解決手段】 外周面に密着して複合材料構造物が形成されている状態のマンドレルにおいて、取外し対象である1個のセグメントを最上部に位置させるように、一対のサポートリングを回転させる回転工程と、最上部に位置した取外し対象の前記セグメントを、一対のサポートリングから取り外すセグメント取外し工程とが行われる。このうち、セグメント取外し工程では、一対のサポートリングの間で、取外し対象のセグメントを、鉛直方向に沿って下降させて前記マンドレルの内側に位置させてから、一対のサポートリングの間より搬出する。
(もっと読む)
複合材料構造物製造用成形型
【課題】 略円筒形で、複数のセグメントに分割可能な構成を有する成形型において、各セグメント同士を円筒形に組み立てるときに、各セグメント同士の位置精度を優れたものとし、かつ、組立作業をより簡素化する。
【解決手段】 平板状で、その表面が凸面状となっている第一セグメントおよび第二セグメントを、1個ずつ前記表面を外側に向けた状態で、その端面をサポートリングに固定し、隣接するセグメント同士を側面で結合することで、単一の円筒状の成形型として保持する。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
補強された両端部を有する複合材料ロッドを製造する方法
本発明は、複合材料接続ロッド(24)を製造する方法であって、複合材料から作成されたスリーブ(24)と、固い全体を構成するために、前記スリーブ(24)の両端部(35、40)に固く接続された複合材料の中実の挿入体(26、27)と含むマンドレル(22)を製造するステップと、繊維を編み組みする装置を用いて編み組みされた繊維の1又は複数の層を前記マンドレル(22)の周りに適用するステップと、補強された両端部(28、29)を有するロッド本体を接続する複合材料を形成するために、編み組みされた繊維の層(23)とマンドレル(22)の少なくとも両端部とを固く接合させる結合を確立する、編み組みされた繊維の1又は複数の層(23)に樹脂を注入するステップと、接続ロッド本体のそれぞれの端部(28、29)に、編み組みされた繊維の層と挿入体(26)とを貫通する孔(31、32)を作成するステップとを含む方法に関する。航空分野において、本発明を使用することができる。 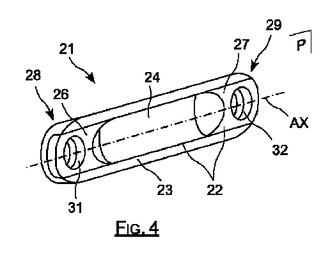 (もっと読む)
(もっと読む)
一体化された繊維複合部品の製造方法
本発明に係る方法は、内部に、複数のアンダーカット補剛要素(107)を有する、複雑な一体化された(単体の)繊維複合構成要素を、除去可能なコア(11−13、26−29、56、75)を用いて製造することを可能にする。連結要素が必要なくなるため、従来の、別個の部品からの組立て(ディファレンシャル工法)の場合のような、連結に必要なリベット及びリベットフランジ等が不要となり、軽量化の可能性が高くなる。 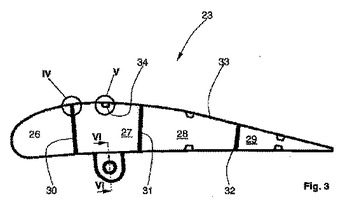 (もっと読む)
(もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
半硬質器具
本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
円筒形処理槽の製造方法
【課題】円筒形合併処理浄化槽および円筒形ディスポーザ生ごみ排水処理槽等の円筒形処理槽の製造工程を低減し、成形型を複数個使用することなく、浄化槽本体が成形でき、更に、浄化槽本体の厚みを設置条件に応じた厚みに成形することができる円筒形処理槽の製造方法を提供する。
【解決手段】ガラス繊維強化プラスチックよりなる浄化槽の上部槽と下部槽とを別々に成形する円筒形処理槽の製造方法であって、成形型として上部槽及び下部槽に共通の部分を成形するための共通型により、下部槽を成形する工程と、上部槽のみに設けられる点検口を成形するための形状部を備えた補助成形型を予め共通型に取り付けることより、上部槽を成形する工程と、前記上部槽と前記下部槽とにそれぞれフランジ部分を設け、該フランジ部分を接合する工程を有することで、製造工程の簡略化及び製造コストの低減が図れると共に、製品精度を向上させることができる。
(もっと読む)
マネキンボディの成形方法
【課題】大きな設備投資を必要とせず、また熟練を要することなく成形が容易であり、かつ全体を軽量に成形することができるマネキンボディの成形方法を提供すること。
【解決手段】複数に分割可能であり、組み立てた状態においてマネキンの外形形状が形成される内型部材1が利用される。組み立て状態における前記内型部材1の外形面には、固化剤を含浸させた状態の紐状体3aがランダムに、かつ内型部材1の全面に行き渡るように満遍なく巻き付けられる。前記固化剤の固化後において、前記固化剤により固化された前記紐状体3aによる成形物内から、前記内型部材1を分割して抜き取ることで、前記紐状体3aによる中空状の成形物を得ることができ、これをマネキンボディとして使用することができる。
(もっと読む)
複合材料ドライブシャフト製作用モールド及びこれを利用して製作した複合材料ドライブシャフト
【構成】
本発明は動力伝達部である両端部を除いた軸の大部分が一般的な軸と同じ円形パイプ形態を有する複合材料ドライブシャフトを製作することができるモールドを構成し、シャフトの両端部に形状変化が発生することによって、ドライブシャフトを成形した後モールドの脱型が容易になるように構成する。また、本発明は上記のようなモールドを利用して製作され、その両端部に接続継手(金属材ヨーク)を結合する場合、互いに噛み合って回転する形態を有するように複合材料ドライブシャフトを構成する。したがって、本発明のシャフトは機械的締結や接着剤による荷重伝達ではなく、シャフト自体に直接動力を伝達する方式であるので高いトルクを伝達することが可能である。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
熱膨張ツーリングコールを使用してハット型に強化された複合部品を形成する装置及び方法
複合部品を形成する装置及び方法が与えられる。複合部品の形成方法はベースツール上に初期複合材料を配置し、複合材料上にツーリングマンドレルを配置し、ツーリングマンドレル上に付加的な複合材料を配置し、ツーリングマンドレル上に存在する複合材料の少なくとも一部を複合物形成ツールで被覆し、少なくとも部分的に複合材料を硬化するために複合材料を加熱し、複合物形成ツールの第1の部分が複合材料の加熱期間中に複合物形成ツールの第2の部分よりも程度において大きくサイズを変更することを許容するステップを含んでいる。これに関して、複合物形成ツールの第2の部分は複合物形成ツールの第1の部分よりもベースツールに近い。ツールの異なる部分の異なる膨張を許容する複合物形成ツールも提供される。 (もっと読む)
引抜成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引抜成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型が、熱硬化性樹脂組成物を含浸された繊維糸を引き込む第1の金型1、該第1の金型1に続く第2の金型2及び引抜成形品が引き出される第3の金型3を含む複数個の金型を組み合わせて一体に構成され、かつ、第1及び第2の金型が筒型であり、第3の金型が割型であることを特徴とする。
(もっと読む)
1 - 20 / 27
[ Back to top ]