
Fターム[4F205HL02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維(←樹脂含有物)の巻回 (281) | 筒状型への巻付け (262)
Fターム[4F205HL02]の下位に属するFターム
回転する型への (156)
テーパ状の型への (7)
気孔を有する型への
不均一部分(←受口部等)への (5)
Fターム[4F205HL02]に分類される特許
1 - 20 / 94
高圧ガスタンクの製造方法と製造装置
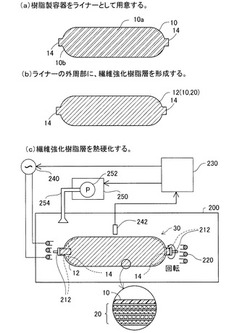
【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
高圧ガスタンクの製造装置と製造方法

【課題】ライナー外周に形成した繊維強化樹脂層における熱硬化性樹脂の昇温のバラツキを抑制する。
【解決手段】第1誘導加熱コイル220は、軸支した中間生成品タンク12をタンク長手方向に沿ってタンク軸周囲にて取り囲むよう配設され、そのコイル巻き軌跡は、繊維強化樹脂層20の最外層の樹脂含浸カーボン繊維Wの配向とほぼ揃っている。第2誘導加熱コイル222は、中間生成品タンク12の外周と対向するよう配設され、第1誘導加熱コイル220より強い磁束を発生する。共通する高周波電流生成電源240に並列に接続された第1誘導加熱コイル220と第2誘導加熱コイル222は、高周波電流の通電を受けて磁束を形成し、中間生成品タンク12の繊維強化樹脂層20における樹脂含浸カーボン繊維Wを導体として繊維強化樹脂層20を誘導加熱する。
(もっと読む)
複合材構造体の成形方法
【課題】複合材構造体の内側の形状、寸法の精度を向上させることが可能な複合材構造体の成形方法を提供することを目的とする。
【解決手段】内型治具6にプリプレグ2を巻回する巻回工程と、内型治具6に巻回したプリプレグ2にプライ8を積層する積層工程と、プライ8を積層した内型治具6の外周に複合材の外板4a、4bを設けて、分割された外型治具9を装着して成形する成形工程と、を含むことを特徴とする。
(もっと読む)
成形体の加熱方法及び加熱装置
【課題】繊維が複数の方向に巻かれている場合にも、均一に且つ熱効率良く誘導加熱して成形体の樹脂を熱硬化させることができる、成形体の加熱方法及び加熱装置を提供すること。
【解決手段】樹脂11を含浸したカーボン繊維12がヘリカル巻き及びフープ巻きされた未硬化のタンクを加熱して樹脂11を熱硬化する際、誘導加熱コイル30の巻き方向をヘリカル巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行う。その後、同じ誘導加熱コイル30を用いて、誘導加熱コイル30の巻き方向をフープ巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行うようにした。
(もっと読む)
クリールスタンド用ブレーキおよびゴムシートの製造方法
【課題】簡便で安価な構造で、かつボビンから引き出される線条体補強材料の引出し張力を一定範囲に管理することができるクリールスタンド用ブレーキを提供する。
【解決手段】クリールスタンド用ブレーキ13は、回転支持軸12に挿入され、回転支持軸12に対して回転しないように取り付けられた永久磁石付きの中央ケース15と、中央ケース15の両側面に回転できるように支持され、かつボビン10に連結する連結ピン17を備えた制動回転板16から成る。中央ケース15の両側面には、永久磁石14が取り付けられており、中央ケース15と2枚の制動回転板16により、永久磁石14と制動回転板16との間に非接触で制動力を発生させることができる。
(もっと読む)
中空材の製造方法、及びこれに使用する肉取板
【課題】剛性が高く軽量でもある中空材を、製造のための資材に無駄がないように製造することができる方法を提供すること。
【解決手段】両端部の厚肉部11と、これらの間の薄肉部12とからなり、繊維強化プラスチックにより一体化されて、構造材または巻芯となる中空材10を、次の各工程を含んで製造する方法。(1)成形芯金20の表面に、薄肉部12を形成することになる複数の肉取板30を配置し、(2)各肉取板30の表面に密着阻止材31を配置し、(3)この密着阻止材31及び成形芯金20の表面に、繊維強化プラスチックの未硬化材を取り付け、(4)この未硬化材を硬化させて中空材10とし、硬化した中空材10から成形芯金20を抜き出し、(6)成形芯金20が抜き出された穴10aから、少なくとも各肉取板30を取り出す工程。
(もっと読む)
高圧タンクの製造方法
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
弦楽器弓の竿、弦楽器弓および弦楽器弓の竿の製造方法
【課題】天然木材に近い木目調の外観を有する繊維強化プラスチックを用いた弦楽器弓の竿を提供する。
【解決手段】炭素繊維樹脂からなる弓形棒状の炭素繊維樹脂層1と、炭素繊維樹脂層1の外面を被覆するガラス繊維樹脂からなるガラス繊維樹脂層2とを備える基材を有し、ガラス繊維樹脂層2が、ガラス繊維樹脂層2中に存在する空気層からなる非密着部と、空気層を含まない密着部とを有するものであることを特徴とする弦楽器弓の竿5とする。
(もっと読む)
高圧タンクの成型方法
【課題】内層の樹脂が外層側に染み出すことを抑制し、高圧タンクにおけるFRP層の層内における繊維と樹脂との比率(Vf)の均一化が図られた高圧タンクの成型方法を提供する。
【解決手段】高圧タンクの成型方法は、未硬化の状態の第1の熱硬化性樹脂を含浸した繊維を中空のライナーに巻回して内層を形成する工程(S100)と、未硬化の状態の第2の熱硬化性樹脂を含浸した繊維を内層に巻回して外層を形成する工程(S102)と、外層側から加熱してFRP層を硬化させる工程(S104)と、を有し、前記第2の熱硬化性樹脂は、加熱硬化時に、第1の熱硬化性樹脂が低粘度化する前に硬化する硬化特性を有する。
(もっと読む)
引張圧縮及び曲げの機械的強度を向上した複合材料からなる機械部材の製造方法
高圧ガスタンクの製造方法
【課題】高圧ガスタンクの強度を保ちつつ、補強層の層間剥離を抑制する。
【解決手段】ライナーのシリンダー部とドーム部のつなぎ目部分を覆うようにフープ層を形成して、フープ層の端部に階段状の肩部を形成する。肩部の上に、繊維よりも弾性率の低い粉末状部材を噴霧して低弾性率層を形成する。低弾性率層の形成後、ヘリカル層を形成する。上記工程を繰り返すことにより、ライナーの強度を補強する多層の繊維巻層からなる補強層を形成する。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
印刷基材、印刷原版及び印刷版の製造方法、並びに印刷基材の製造装置
【課題】印刷基材の生産性が高く、印刷基材の樹脂層の表面がべとつかず、かつ、印刷基材の熱硬化性樹脂組成物の低粘度化を抑制した、印刷基材の製造方法を提供する。
【解決手段】繊維状物質を含む熱硬化性樹脂組成物(20)を電磁誘導性支持体(10)の表面上に配置する工程Aと、前記電磁誘導性支持体(10)を高周波誘導加熱することにより、前記樹脂組成物(20)が前記電磁誘導性支持体(10)と接する面側から前記電磁誘導性支持体(10)と離れる方向に、前記熱硬化性樹脂組成物(20)を硬化させて、前記電磁誘導性支持体(10)の表面上に繊維強化樹脂層を形成する工程Bと、を含む印刷基材の製造方法である。
(もっと読む)
航空機の着陸装置構造のロッカアームなどの蝶着された構造のアームを作成する方法
縦方向(AP;BP;CP)に延びる本体(30;130;230)を含む蝶着された構造のアームを作成する方法であって、アームが本体から半径方向に突出する接合部分(13;113;213)を含み、この方法は、接合部分を担持する基部(12;212)を含む挿入体(11;211)を作成する段階と、基部を組み合わせるマンドレル(10;110)を、マンドレルの外面部分が基部の外表面(17;217)部分によって画定されるように作成する段階と、マンドレルの周囲において強化繊維の1又は複数の層を適用する段階と、1又は複数の繊維層(31;131;231)内に樹脂を注入する段階と、繊維層と挿入体の基部とを固く結合させるように樹脂を重合させる段階と、を含む方法。 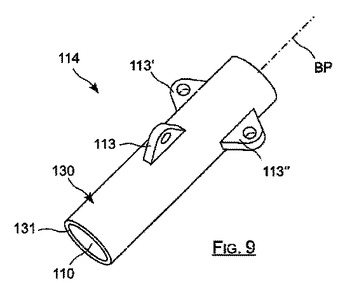 (もっと読む)
(もっと読む)
プリプレグ巻回方法及び装置
【課題】プリプレグをしわや層間の隙間無く多重円筒状に効率的に巻回できるプリプレグ巻回方法及び装置を提供する。
【解決手段】定盤10と、この定盤10に対して接離移動可能なマンドレル20と、マンドレル20に対して接離移動可能で平行な軸線を有する押圧ロール30とを準備するステップ;定盤10上に、熱硬化性樹脂シート中に強化繊維を含浸させてなるプリプレグPを載置するステップ;プリプレグPの先端をマンドレル20に巻き付け、該マンドレル20と定盤10及び押圧ロール30との間に該プリプレグを挟んだ状態で、該定盤10とマンドレル20及びマンドレル20と押圧ロール30との間に押圧力を作用させるステップ;及びマンドレル20の軸線と交差せずに直交する方向の相対移動力を与えることにより、該マンドレル20及び押圧ロール30を回転させて該マンドレル20にプリプレグPを巻回するステップ;を有する巻回方法。
(もっと読む)
樹脂吐出装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】液状の樹脂を貯溜する樹脂タンク111と、前記樹脂タンク111から供給された前記樹脂を吐出する樹脂供給ノズル80と、前記樹脂の温度を検出する樹脂温度センサ113と、前記樹脂温度センサ113からの検出信号を伝達可能に接続された制御装置130と、を備えた樹脂吐出装置90であって、前記制御装置130は、前記樹脂を構成する主剤に硬化剤を混合、又は、主剤に硬化剤ならびに硬化促進剤を混合してからの経過時間と、前記樹脂温度センサ113により検出された前記樹脂の温度と、に基づいて前記樹脂の粘度を算出し、該粘度に応じて前記樹脂供給ノズル80から吐出される前記樹脂の吐出圧力を調節するとした。
(もっと読む)
熱硬化性マトリックス中のCNT浸出繊維
構造支柱は、円筒形コアと前記コア内の内層と外層とを含む。前記内層及び外層は、熱硬化性マトリックス中のCNT浸出繊維材料を含む。複合材料は、熱硬化性マトリックスと約20から約500ミクロンまでの範囲又は約0.1から約15ミクロンまでの範囲の長さのCNTを有するCNT浸出繊維材料とを含む。後者の範囲において、CNTは複合材料の約0.1重量パーセントから約5重量パーセントまで存在する。構造支柱を製造する方法は、円筒形マンドレルの周囲に第1のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることと、前記第1のCNT浸出繊維の周囲にベースライン層を前記マンドレルの軸と実質的に非平行な角度で湿式巻き付けすることと、前記ベースライン層の周囲に第2のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることとを含む。 (もっと読む)
車両搭載用高圧タンクの製造装置及び製造方法
【課題】製造過程におけるワークの過昇温を抑制できる車両搭載用高圧タンクの製造装置を提供すること。
【解決手段】この製造装置は、ライナ101の周囲に繊維強化プラスチック材料を巻きつけたワークWを昇温する炉本体20と、ワークWを回転させる回転棒30と、ライナ101内の圧力を調圧する調圧弁401と、ライナ101内に液体を供給し、その液体が気化した気体をライナ101内から排出する液体給排系40と、を備える。
(もっと読む)
FRP耐圧容器の製造方法
【課題】軽量であり、かつ、耐圧性に優れた容器を提供するする。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
(もっと読む)
1 - 20 / 94
[ Back to top ]