
Fターム[4F205HL15]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体以外の製品内での繊維の方向性 (272)
Fターム[4F205HL15]の下位に属するFターム
厚み方向 (47)
長手方向 (20)
幅方向 (8)
製品の曲りに沿ったもの (104)
Fターム[4F205HL15]に分類される特許
1 - 20 / 93
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
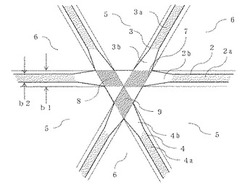
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
適合可能なブレード

【課題】本発明の目的は、凹状のギャップ又は複雑な形状に適合可能なチューブ状構造体を提供することである。
【解決手段】本発明は、チューブ状構造体(32)に係り、互いに円状の関係を有する複数の軸方向部位(30)と、このチューブ状構造体を形成するようにこの軸方向部位と互いに連結するバイアス部位とを有するチューブ状構造体(32)を開示する。チューブ状構造体の軸方向部位は、この構造体のバイアス部位よりも大きな径を有する。
(もっと読む)
繊維強化基材
【課題】面内方向において等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維6と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が5%以上70%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、50〜1000重量部である複合基材。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化複合材料
【課題】スキン−ウェブ構造のような複雑な形状の場合でも、特殊な製造方法を行わずに、擬似等方性の積層繊維束層を強化繊維として反りを低減することができる繊維強化複合材料を提供する。
【解決手段】繊維強化複合材料11は、強化繊維からなる繊維束層が複数積層されてなる積層繊維束層の状態でマトリックス中に複合化されている。そして、中立面16を挟んで片側における繊維配向角度が+θの繊維束層である+θ層の数と、繊維配向角度が−θの繊維束層である−θ層の数とが同じであり、繊維束層の積層順は基準面に対して逆対称とし、かつ+θ層と−θ層との間に配置される他の繊維束層の数が同じである。
(もっと読む)
繊維強化プラスチックの製造方法及び製造装置
【課題】繊維強化プラスチックの製造装置を簡素化し、かつ製造時間の短縮を図る方法を提供する。
【解決手段】軸4回りに回転する巻取り型5には、回転中心から異なる角度の位置と一線上の位置との間で移動する第1ピン部材6a〜6dが設けられている。一対の第2ピン部材7a、7bは対向線回りに回転可能であり、かつ案内軌道により近接離反可能である。第1工程では、長繊維束を繊維供給部2から引き出しつつ環状に巻き取る。第2工程では、第1工程で環状に巻き取られた長繊維束の輪の中に第2ピン部材7a、7bを挿入した後、離反させる。この際、第1ピン部材6a〜6dは一線上の位置に移動する。そして、第3工程では、第2ピン部材7a、7bを対向線の回りに回転させて、回転している長繊維束の周囲にさらに長繊維束を供給して巻き付けてゆく。
(もっと読む)
複合構造体
【課題】航空機翼のエーロフォイルに好適に使用され、
角部において荷重を効果的に伝達できる複合構造体を提供する。
【解決手段】第1のセクション、第2のセクション、及び第1のセクションと第2のセクションとを接合する湾曲した角部を含む複合構造体であって、繊維強化プライのスタックを含み、該スタックは、第1のセクションから角部の内側を曲がって第2のセクションへ延びる第1の外側プライと、第1のセクションから角部の外側を曲がって第2のセクションへ延びる第2の外側プライとを含み、不連続的な第1の内側プライが、第1の外側プライ及び第2の外側プライ間に挟まれ、該構造体の内部で途切れており、第2のセクション内よりも第1のセクション内に該第1の内側プライが多く位置しており、第2の内側プライが第1の外側プライ及び第2の外側プライ間に挟まれた複合構造体。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
繊維強化複合材料を用いた翼状構造体およびその製造方法
【課題】 プリプレグを用いずにRTMまたはVaRTMにより製造される翼状構造体において、製造効率を向上させ、製造コストも抑制することに加え、良好な強度を実現する。
【解決手段】 翼状構造体としてロータブレードを例示すれば、当該ロータブレードを製造する際のブレードプリフォームのうち、スキンとなる繊維材料として、開繊糸を用いて製作されたブレイディング50Aを用いる。また、スパーとなる繊維材料としては、中央糸および当該中央糸よりも小さい径の組糸から構成されるブレイディングを好適に用いることができる。
(もっと読む)
繊維強化プラスチック部品
【課題】孔のあいた板状の強化繊維プラスチック部品において、孔の周囲の強度を高める。
【解決手段】ヒンジを構成する要素であるヒンジプレート12は、先端20側に孔14があけられている。ヒンジプレート12を多層構造とし、その少なくとも1層を複数の補強繊維26を有する補強層22とする。補強層22の複数の補強繊維26は、孔14の先端20側では、孔14の周囲に同心円状に配置される。この同心円状に配置された部分の両端が、先端20と反対側の基端18に向けて延びる。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
繊維強化プラスチック用一方向性の強化繊維織編物及びその繊維基材と、同繊維基材の製造方法及び同繊維基材を使った繊維強化プラスチックの成形方法
【課題】樹脂の含浸性と機械的特性に優れ、安価に製造できる強化繊維用の織編物と、同強化繊維織編物からなる繊維基材、並びに、その基材を用いた強化繊維プラスチックの製造方法を提供する。
【解決手段】繊維基材の少なくとも1層に不均一な撚り部を有する強化繊維糸条をたて糸11として配した、局部的に隙間をもつ一方向性の強化繊維織編物13からなる。フィラメント数が50000〜100000本、及び/又は糸条繊度が32670〜65340dtexであり、目付が600〜1000g/m2である。成形方法は、強化繊維織編物の少なくとも1層以上を成形型9に積層し、樹脂を面方向に拡散するための媒体17を載置後、繊維基材及び媒体の全体をバッグフィルム18で覆い、次いでバッグフィルムで覆われた内部を真空状態として、積層された繊維基材の片面に熱硬化型樹脂を拡散させ、繊維基材に含浸させたのち硬化する。
(もっと読む)
漸進的な剛性を有する複合構造部材
【課題】 繊維強化による複合構造部材を提供する。
【解決手段】 本発明は、繊維強化による複合構造部材および航空機用の主翼ボックスの製造におけるその応用に関する。より詳しくは、前記部材の長手方向(2)に関連して0度、90度、および+/−θを含む方向に配向される複数のレイヤーから成る繊維強化による複合構造部材(230)に関するものであり、これらの配向の1つにおけるレイヤーの相対的比率は、横軸(3)に沿った機械的応力の規定の配分に従って部材の剛性を空間的に調整するように、前記部材の横方向(3)に沿って可変である。
このように、部材の剛性は、前記部材の全容積にわたってフォース・フラックスを分散するように、応力システムに局部的に適合している。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
固定シャフトまたは回転シャフトを受容するように構成された横方向ベアリングを備える複合材料でアームを製造する方法
強化繊維プリフォームの作製方法及び強化繊維プリフォーム
【課題】 強度の高いフランジ付の強化繊維プリフォームを容易に作製することができる、ブレイダー装置を用いた強化繊維プリフォームの作製方法及び、強化繊維プリフォームを提供する。
【解決手段】 少なくとも第1筒状部21と第2筒状部22とを含む組成物12を、ブレイダー装置BRを用いて継ぎ目無く作製する工程と、第1筒状部21を変形させ、第1筒状部21の壁を第2筒状部22に対して突出させてフランジ部31を形成する工程と、を備える強化繊維プリフォームの作製方法とする。
(もっと読む)
1 - 20 / 93
[ Back to top ]