
Fターム[4F205HL19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体以外の製品内での繊維の方向性 (272) | 製品の曲りに沿ったもの (104)
Fターム[4F205HL19]に分類される特許
1 - 20 / 104
繊維強化樹脂成形体の製造装置
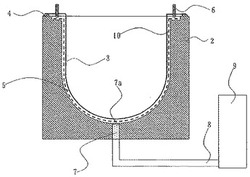
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
複合材料の製造装置および製造方法

【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法
【課題】繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる継ぎ手補助部材を提供する。
【解決手段】継ぎ手補助部材1は、繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、環状部10Bを有するベース部材と、環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを備え、強化繊維束20は、環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22とを含み、固定部21には、樹脂30が含浸硬化されている。
(もっと読む)
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法
【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車
【課題】部材が独立して動くことによるずれが生じにくく、かつ設置場所へ容易に設置することが可能な強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車を提供することを目的とする。
【解決手段】本発明に係る強化プラスチック構造体は、一面側から厚さ方向に形成された複数の切れ目3を有する板状の合成樹脂材2と、合成樹脂材2の他面側に貼付されたシート材4とを有する層部材を備え、層部材が複数積層されている。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
繊維強化プラスチック板及びその製造方法
【課題】圧縮強度が大きな繊維強化プラスチック板及びその製造方法を提供する。
【解決手段】繊維強化プラスチック板1は、マトリックス樹脂2と、マトリックス樹脂2を強化する複数の繊維束4とを備える。繊維束4は、繊維強化プラスチック板1の板厚方向に略直交する方向に積層されている。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
変形可能な担体膜を使用して、成形工具上にプリプレグ層を積層する方法
【課題】層が工具に適用される際に変形して、層を正確に位置づけしたまま層を工具の形状に密接に適合させることを可能にする、複合層を成形工具の上に積層する方法が必要である。また、層材料を輸送中および積層中に安定した状態に保つことができる、層材料をハンドリングし、輸送する方法も必要である。
【解決手段】プリプレグ材料を担体膜上に配置し、担体膜を使用してプリプレグ材料を工具に適用することによって、複合プリプレグを工具の上に積層する。プリプレグは、担体膜を変形させることによって工具の輪郭に適合させる。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
複合材料部品及びその製造方法
【課題】複数層のプリプレグから製造する、面内湾曲及び面外湾曲を持つ形状を有する複合材料部品を提供する。
【解決手段】面内湾曲をもつ形状を有する複合材料部品28,30、例えば、後退構造を有する翼形部14の翼桁キャップ。この部品28,30を製造する方法は、部分的に硬化したポリマー材料のマトリックス中に繊維状強化材を含有する積層構造を有するプリプレグを形成することを含んでいる。これらのプリプレグを積み重ね、直線状の細長いプリフォームを形成する。次に、プリフォームの長手方向及び横断方向を含有する平面内でプリフォームに面内湾曲を誘発して後退構造を作成する。面内湾曲は、プリフォームの横断方向に平行な力をかけながら、プリフォームをポリマー材料の溶融温度未満の温度にしてポリマー材料をコールドフローさせることによって誘発される。次に、ポリマー材料を十分に硬化させて複合材料部品28,30を得る。
(もっと読む)
FRP構造要素およびそれを用いたパネル構造体
【課題】構造体の各部を形成する構造要素という概念に着目し、該構造要素に特別の工夫を加えることで、FRP構造体全体として高い設計の自由度を持って容易に所望の形状に成形可能とし、かつ、構造要素単体としてもその集合体としてもFRPが有する優れた特性を容易に発現させることが可能なFRP構造要素、およびそれを用いたパネル構造体を提供する。
【解決手段】平面形状が5角形または6角形の多角形に形成された繊維強化樹脂成形体からなり、該多角形の全辺部にスチフナが閉ループ形状に形成されて閉ループ稜構造に構成され、該閉ループ形状の内側が面構造に構成されていることを特徴とするFRP構造要素、およびそれを用いたパネル構造体。
(もっと読む)
しわの発生が少ない高度に曲線の付けられたスチフナの製造方法及び製造装置
【課題】曲線を有する繊維補強複合部材を製造方法において、レイアップ工程中に、しわが発生することを実質的に低減又は解消でき、且つプライの切り分け及び継ぎ合わせの必要としない、硬度に曲線の付けられた繊維補強複合部材を製造するための方法及び装置を提供する。
【解決手段】所望の面外湾曲及び対応するマンドレル面内形状変化を有するマンドレルを用いて、プライを面外湾曲に適合させること、すなわち、各プライの繊維を公称直線配向から面外湾曲により決定される変形配向へと全般的に変形せしめることを含む。レイアップの締め固めは、各プライを締め固めて、プライのしわを実質的に除去し、且つ変形された繊維配向をプライに設定する。
(もっと読む)
繊維強化プラスチック部品
【課題】孔のあいた板状の強化繊維プラスチック部品において、孔の周囲の強度を高める。
【解決手段】ヒンジを構成する要素であるヒンジプレート12は、先端20側に孔14があけられている。ヒンジプレート12を多層構造とし、その少なくとも1層を複数の補強繊維26を有する補強層22とする。補強層22の複数の補強繊維26は、孔14の先端20側では、孔14の周囲に同心円状に配置される。この同心円状に配置された部分の両端が、先端20と反対側の基端18に向けて延びる。
(もっと読む)
フラット・ワイヤおよびその製造方法
【目的】時間が経過してもらせん形状に変化が生じにくいフラット・ワイヤを提供する。
【構成】フラット・ワイヤ10は,熱硬化樹脂が含浸された多数本の炭素繊維31から構成されている。フラット・ワイヤ10の横断面は長方形であり,常に内方を向く内面12と常に外方を向く外面11をもち,長手方向に一定の径でらせん状に型付けられている。フラット・ワイヤ10を構成する炭素繊維31は,内面12から外面11に向かうにしたがってその長さが次第に長くなっている。
(もっと読む)
ケース及びその製造方法
【課題】ファンケース1の製造時間を大幅に短縮して、ファンケース1の生産性を十分に向上させること。
【解決手段】中間フランジ19は、環状の第1フランジ構成部材21と、第1フランジ構成部材21に突き合わせて接合された第2フランジ構成部材23とを備え、第1フランジ構成部材21は周方向に沿って分割した複数の円弧状の第1セグメント25により構成され、第2フランジ構成部材23は周方向に沿って分割した複数の円弧状の第2セグメント27により構成され、第1セグメント25同士の継ぎ目J1の位置と第2セグメント27同士の継ぎ目J2の位置は周方向にずれていること。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる特定の曲率を有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)(rad/mm)以上の曲率を有する部分を含み、
(B)1/(20×d)(rad/mm)以上の曲率を有する部分の中心角の合計が30度以上である
(dは曲げを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅、mm)
を満足することを特徴とする記載の連続繊維複合材料構造体。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
1 - 20 / 104
[ Back to top ]