
Fターム[4F205HL25]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維の分布調整 (55) | 製品の不均一部分における分布 (25)
Fターム[4F205HL25]の下位に属するFターム
分岐部、凹部、凸部、括れ部 (7)
Fターム[4F205HL25]に分類される特許
1 - 18 / 18
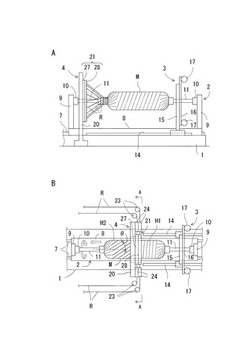
フィラメントワインディング装置
【課題】生産効率の向上および低コスト化を可能とする。
【解決手段】フィラメントワインディング装置は、マンドレルMを支持し、マンドレルMの軸方向に往復移動でき、マンドレルMを回転させる支持台2と、マンドレルMに繊維束Rを供給するボビン17を支持し、軸方向に往復移動でき、マンドレルMの周囲を回転するフープ巻装置3と、固定的に設置され、マンドレルMに複数の繊維束Rを供給するヘリカル巻装置4とを備える。フープ巻を行うときには、支持台2は、軸方向及び回転方向に静止しており、フープ巻装置3が、軸方向に移動しながら回転して、マンドレルMの周面に繊維束Rをフープ巻で巻き付け、ヘリカル巻を行うときには、支持台2が、軸方向に移動しながらマンドレルMを回転させて、マンドレルMの周面に繊維束Rをヘリカル巻で巻き付ける。
(もっと読む)
繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード、並びに繊維強化積層体を製造する方法

【課題】繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法を改良する。
【解決手段】本発明は、繊維強化積層体で使用される補強シートに関し、補強シートが、繊維材料からなる補強シート基層23の表面に連結される強化ストリップ25を備えるようにした。さらに本発明は、このような補強シートを備える繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法に関する。
(もっと読む)
繊維強化プラスチック部品
【課題】繊維強化プラスチック部品において、補強繊維を適切に配置し、部品の強度を高める。
【解決手段】繊維強化プラスチック部品10は、スリット16を有する筒部分14と板部分18と、板部分に交差し、筒部分と隣り合って延びる側方板20を有する。筒部分14と板部分18に、これらの部分に連続するように連続層22,24を設ける。これらの連続層の補強繊維は、筒部分においては周方向に延び、板部分においては筒部分から離れる方向に延び、かつ筒部分と板部分で連続している。これにより、筒部分と板部分を分離しようとする力に対抗する。側方板は、板部分を貫通する複数の側方心材42を有する。側方心材により、スリットを広げ、板部分の層間を引き剥がそうとする力に対抗する。
(もっと読む)
繊維強化プラスチック部品
【課題】孔のあいた板状の強化繊維プラスチック部品において、孔の周囲の強度を高める。
【解決手段】ヒンジを構成する要素であるヒンジプレート12は、先端20側に孔14があけられている。ヒンジプレート12を多層構造とし、その少なくとも1層を複数の補強繊維26を有する補強層22とする。補強層22の複数の補強繊維26は、孔14の先端20側では、孔14の周囲に同心円状に配置される。この同心円状に配置された部分の両端が、先端20と反対側の基端18に向けて延びる。
(もっと読む)
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
弦楽器弓の竿、弦楽器弓および弦楽器弓の竿の製造方法
【課題】天然木材に近い木目調の外観を有する繊維強化プラスチックを用いた弦楽器弓の竿を提供する。
【解決手段】炭素繊維樹脂からなる弓形棒状の炭素繊維樹脂層1と、炭素繊維樹脂層1の外面を被覆するガラス繊維樹脂からなるガラス繊維樹脂層2とを備える基材を有し、ガラス繊維樹脂層2が、ガラス繊維樹脂層2中に存在する空気層からなる非密着部と、空気層を含まない密着部とを有するものであることを特徴とする弦楽器弓の竿5とする。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスタンクの強度を保ちつつ、補強層の層間剥離を抑制する。
【解決手段】ライナーのシリンダー部とドーム部のつなぎ目部分を覆うようにフープ層を形成して、フープ層の端部に階段状の肩部を形成する。肩部の上に、繊維よりも弾性率の低い粉末状部材を噴霧して低弾性率層を形成する。低弾性率層の形成後、ヘリカル層を形成する。上記工程を繰り返すことにより、ライナーの強度を補強する多層の繊維巻層からなる補強層を形成する。
(もっと読む)
タンク及びタンクの製造方法
【課題】高圧ガスタンクの十分な強度を確保する。
【解決手段】径の同じ筒状の胴部2aと、当該胴部2aの両端に接続され当該胴部2aから離れるにつれて縮径するドーム部2bとを有する高圧ガスタンク2において、樹脂ライナ20の表面には、フィラメントワイディング法によるフープ巻きとヘリカル巻きにより、FRP層21が形成される。FRP層21の表面には、保護層22が形成される。保護層22は、FRP層21の最薄部Kを含むドーム部2bの胴部2a側の領域Rから胴部2aに亘り形成されている。保護層22は、ドーム部2bの胴部2a側の領域Rに折り返し部が位置するヘリカル巻きにより形成されている。
(もっと読む)
流水用FRP製整流板の製造方法および流水用FRP製整流板
【課題】長手方向の寸法が長くなっても、面内反りが殆ど無く、機械のスロットへの取付け側が常に殆ど真っ直ぐになっているFRP製整流板の提供。
【解決手段】補強繊維基材の積層構成を、幅方向の各部位において、長手方向の硬化後の熱収縮量と飽和吸水後の湿潤膨張量の差ができるだけ小さくなるように設計しておき、上記積層構成の補強繊維基材にマトリックス樹脂を含浸させ加熱により硬化成形して熱収縮由来の面内反りの有る成形品を製造した後、その成形品に飽和吸水量まで吸水させることで湿潤膨張させて面内反りを戻す。
(もっと読む)
繊維強化樹脂部材およびその製造方法
【課題】少なくとも曲がり部を有する繊維強化樹脂部材において、当該曲がり部における湾曲外側と内側の繊維密度が同程度に加工された繊維強化樹脂部材と、該繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の軸方向に対して所定角度傾斜した複数の斜向糸が編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材であり、この繊維強化樹脂部材は少なくとも一部に曲がり部を有しており、曲がり部の湾曲外側には内側に比して相対的に多数の繊維が配置されている。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維と樹脂を掻き分けて貫通孔を開けるとき、貫通孔の部分にて繊維強化樹脂シートがよりよく補強されるように貫通孔を形成する方法を提供する。
【解決手段】繊維強化樹脂シートの貫通孔24となる部分に存在する繊維および樹脂を周りに掻き分けることにより貫通孔24を形成し、掻き分けによって貫通孔24の両端の周りに生じた一対の繊維と樹脂の混合隆起部28を貫通孔24内に延在する張力部材30,32により相互に引き付けて保持する。
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
複合材料製構造部材の成形方法および複合材料製構造部材
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とすること。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
FRP製部材
【課題】 高い切り欠き強度を有するFRP製部材を提供する。
【解決手段】 少なくとも一つ以上の切り欠きを有する繊維強化複合材料(FRP)製部材であって、引張破断伸度が異なる2種以上の補強繊維を含み、応力集中領域において、弾性主軸方向に配向されている全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維Aの体積割合VA1が、応力集中領域外において、弾性主軸方向に配向されている全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維Aの体積割合VA2よりも高く、かつ、VA2が0.1以下であるFRP製部材。
補強繊維A:FRP製部材に含まれる補強繊維の中で最も引張破断伸度の高い補強繊維
応力集中領域:切り欠き端部より弾性主軸と直行する方向に(式1)で定義される距離d(mm)以内の領域
【数1】
V0:FRP製部材中の全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維の体積割合
(もっと読む)
複合材料の構造要素、特にコネクティングロッドの上に、突出部を作製する方法
本発明は、複合繊維からなる1次層(N1、...、N7)の積層物から少なくとも局所的に作られており突出部を形成するための少なくとも1つの延長部(113)を画定する複合材料の構造要素上に、突出部を作製する方法を提供する。この方法は、少なくとも延長部において1次層を分離する工程と、その1次層の間に中間層(116)を挿入する工程を含む。 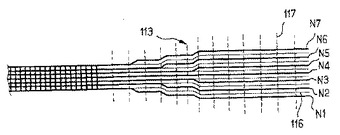 (もっと読む)
(もっと読む)
FRP筒体およびその製造方法
【課題】周方向巻補強層の形状を安定化させることによって周方向巻補強層と螺旋巻層の境界に発生するボイドを消滅させ、また、不必要な厚肉化を避けて重量および材料費を削減できる、FRP筒体およびその製造方法を提供する。
【解決手段】強化繊維の螺旋巻層を含み筒軸方向に延在する本体筒部と、該本体筒部の筒軸方向端部内周面側に設けられ、筒軸方向に対して±80〜90度の範囲内の巻角度の強化繊維の周方向巻層を含む補強部とを有するFRP筒体において、補強部が、径方向内側に位置する強化繊維の第1周方向巻層を含む第1補強部とその外側に位置し強化繊維の第2周方向巻層を含む第2補強部とからFRP筒体、およびその製造方法。
(もっと読む)
1 - 18 / 18
[ Back to top ]