
Fターム[4F205HL26]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維の分布調整 (55) | 製品の不均一部分における分布 (25) | 分岐部、凹部、凸部、括れ部 (7)
Fターム[4F205HL26]に分類される特許
1 - 7 / 7
FRP製引抜き構造部材およびその製造方法
【課題】各層の強化繊維の配向が所定の形態に維持され、構造部材全体として、目標とする力学特性を安定して発現可能なFRP製引抜き構造部材とその製造方法を提供する。
【解決手段】樹脂含浸強化繊維シート層を複数層積層してダイを通し、所定形態の積層体を引き抜くことにより製造される構造部材であって、積層体は、少なくとも、強化繊維が実質的に引抜き方向にのみ配向された第1の強化繊維シート層と、引抜き方向以外の方向に配向された強化繊維を有する第2の強化繊維シート層を含み、かつ、積層体の最表層から8番目の層位置までに存在する第2の強化繊維シート層が、その基材の表面上にマット成分を含む薄層が基材と一体的に保持された強化繊維シート層に構成されていることを特徴とするFRP製引抜き構造部材、およびその製造方法。
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 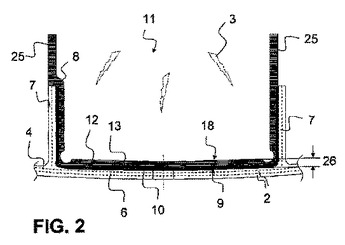 (もっと読む)
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 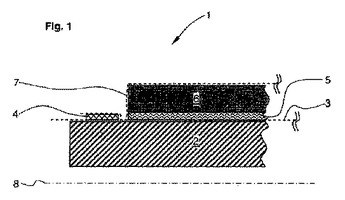 (もっと読む)
(もっと読む)
ゴルフクラブ用シャフトの製造方法

【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
複合材料の配置方法およびシステム
コースをレイアップモールドへ与えるため、レイアップモールド上のプライ領域を規定するプライ境界が決定され、複合材料のテープはプライ境界に関して傾斜角でプライ領域上に与えられる。さらに、テープの前縁が突合せ切断され、前縁エッジとプライ境界は基本的に収斂する。さらに、後縁が生成される。後縁は突合せ切断され、後縁エッジとプライ境界は基本的に収斂する。 (もっと読む)
フィラメントワインディング装置、該装置を用いて成形された成形品、及び、成形品の成形方法
【課題】成形品に凹状部を一体成形することが可能なフィラメントワインディング装置を提供する。
【解決手段】フィラメントワインディング装置1は、回転するマンドレル10にクリール80から樹脂槽90を経て供給された複合材料100を巻き付けて成形品を成形する装置であり、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の内側押圧部を有する内側押圧装置と、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の外側押圧部を有する外側押圧装置40と、をさらに備え、内側押圧装置は、マンドレル10の外周面に形成された開口部13を介して、第1の内側押圧部を外部に露出させるように、マンドレル10の内部に設けられ、外側押圧装置40は、第1の外側押圧部を第1の内側押圧部に対向させるように、マンドレル10の外部に設けられている。
(もっと読む)
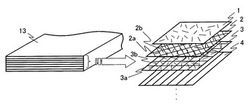
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料
【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
1 - 7 / 7
[ Back to top ]