
Fターム[4F205HM01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における樹脂の含浸 (401) | 繊維、プリフォームへの樹脂の含浸方法 (396)
Fターム[4F205HM01]の下位に属するFターム
液状樹脂を用いるもの (345)
固体樹脂を用いるもの (39)
多段に行うもの (7)
Fターム[4F205HM01]に分類される特許
1 - 5 / 5
繊維強化複合コア及びパネル
【課題】繊維強化コアパネルが、波形に広がることも、また横向きのウェブと交差することもできるウェブを形成するようにロービング層を螺旋状に巻き付けたプラスチック発泡体のストリップから形成される。
【解決手段】施巻ストリップは、間隔を置いて配置されるストリップと交互にすることができ、またストリップ間のスペーサーはウェブの座屈強度を増す。間隔を置いて配置されるストリップ間の連続巻着ロービングは、補強された縁部を有するパネルを形成するために折りたたむことを可能にする。連続施巻ストリップを螺旋状に包んで環状構造物を形成し、また複合パネルは、熱硬化性樹脂と熱可塑性樹脂の両方を併用することができる。連続施巻ストリップ又はストリップ切断材は、スキン材料を受け取って補強複合パネルを形成することができる成形装置中へ長手方向又は横方向のどちらかで連続的に送り込むことができる。
(もっと読む)
外形を備えたプリフォームを形成すべく補強繊維構造体の部分を配置し、同部分に襞を形成するための方法および装置
本発明は、乾燥したシート状構造体(55)のウェブ形式の複数の部分(8、25、45、54)を自動的に配置し、同部分に襞を形成するための装置(1、15)に関し、これを繰り返すことにより、コア(7、19)に外形を備えたプリフォーム(53)を形成し、複合材料から強化プロフィールを形成する。部分が2つのローラコンベア(9、10、21、22)間にてカセット(3乃至6、20)に保持され、コア(7、19)に同時に配置されることにより、外形を備えたプリフォーム(53)は、高い寸法精度と同時に高い生産性にてCRPプロフィールを形成する。プリフォーム(53)は合成要素を形成すべく型中にて硬化可能なプラスチック材料に浸されるRTM装置にて処理される。さらに、本発明は少なくとも一軸に対して湾曲されるように形成されるCRPプロフィールを効率的に形成する方法に関する。 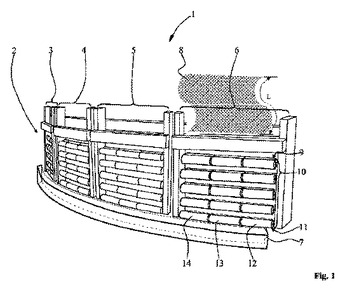 (もっと読む)
(もっと読む)
樹脂含浸装置

【課題】装置の大型化、複雑化および高コスト化を招くことなく、繊維の送り速度を増速し得る樹脂含浸装置を提供する。
【解決手段】繊維Fに樹脂を含浸させるための樹脂含浸装置1において、繊維Fが通過すると共にその通過方向に向かって先細りとなる先細通路21を備えたブロック体2と、先細通路21の入口近傍において、繊維Fに対して樹脂を供給する樹脂供給装置3と、を備え、繊維Fが供給された樹脂を伴って先細通路21を通過していくにつれて、その樹脂が、先細通路21によるくさび効果により加圧されて繊維Fに含浸せしめられるようにした。
(もっと読む)
3次元繊維強化樹脂複合材
【課題】生産性を損なうことなく、繊維強化樹脂複合材に導電性を付与する。
【解決手段】3次元繊維強化樹脂複合材(12等)は、面内方向糸が形成する布地に縫い糸4が耳糸5に係止されつつ縫い込まれて構成された強化繊維織物に樹脂が含浸硬化してなる。面内方向糸がガラス繊維又は炭素繊維から構成されるのに対し、耳糸が銅、アルミニウム、ニッケル、鉄、チタン等の金属材料から構成されている。面内方向糸が炭素繊維の場合、耳糸をニッケルとすることにより電触を防止する。この複合材を、電磁シールド材として利用する。耐雷材料、静電防止材料、ヒータ材料、衝撃損傷検出センサーとして利用するために、耳糸同士を短絡する接続導電線7や外部接続用の電極端子8、9を適宜設ける。
(もっと読む)
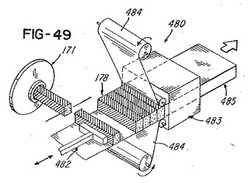
長繊維強化樹脂成形材料の製造方法およびその製造装置
【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
1 - 5 / 5
[ Back to top ]