
Fターム[4F205HM02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における樹脂の含浸 (401) | 繊維、プリフォームへの樹脂の含浸方法 (396) | 液状樹脂を用いるもの (345)
Fターム[4F205HM02]の下位に属するFターム
Fターム[4F205HM02]に分類される特許
61 - 80 / 154
繊維強化プラスチックパネルの製造方法および製造装置
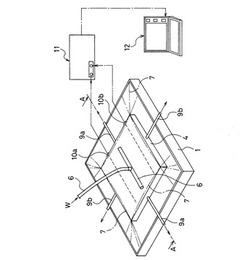
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】 繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間に電気容量センサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、電気容量センサ10a、10bとなる2本の導線間の電気容量を測定し、この測定した電気容量値に基づいて、含浸状況を判断する。
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 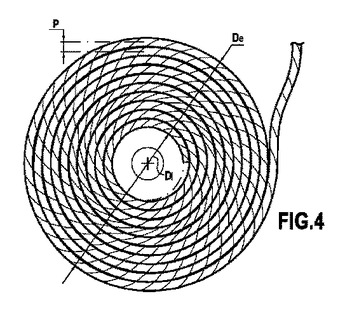 (もっと読む)
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 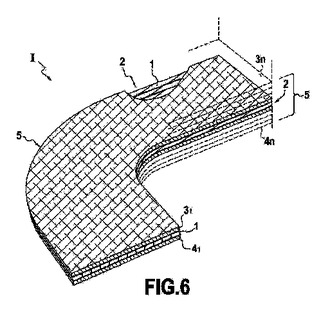 (もっと読む)
(もっと読む)
高圧タンク製造方法

【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を図る。
【解決手段】ライナをセットし(S10)、繊維束間に半硬化状態の熱硬化性樹脂が含浸されたプリプレグを用いて1〜10層に対するフィラメントワインディング成形を行う(S12)。続いて、液状の熱硬化性樹脂が含浸された繊維束を用いて11〜36層に対するフィラメントワインディング成形を行う(S14)。そして、加熱により熱硬化性樹脂を硬化させて高圧タンクを製造する(S16)。プリプレグでは熱硬化性樹脂の粘性が高く繊維間からの浸み出しが少ないため、内層における繊維密度の低下が防止される。
(もっと読む)
フィラメント巻き曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品、特に防護製品に関する。防護製品は、繊維および/またはテープの形態である複数の補強要素にポリマーマトリックスを含浸させて、マンドレル上に巻き付けるフィラメント巻き付け方法によって製造される。ポリマーマトリックスは、キャリヤー液中にポリマーを含んでいる溶液および/または分散液を含み、そのキャリヤー液は巻き付け時および/または巻き付け後に少なくとも一部蒸発させられる。防護製品は、製品の全質量に対して多量の補強要素を含む。 (もっと読む)
繊維強化熱可塑性樹脂テープ製造装置及び繊維強化熱可塑性樹脂テープの製造方法
【課題】長繊維テープの製造を目的とし、繊維強化熱可塑性樹脂テープを製造する際に、毛羽に起因する工程トラブルを低減させる。
【解決手段】炭素繊維束を開繊する複数の開繊バー6と、前記開繊バーの後段に設けた毛羽吸引器8と、前記毛羽吸引器の後段に設けてなり内部に複数の摺接バー18を有する含浸ヘッド10を備える熱可塑性樹脂含浸機と、前記熱可塑性樹脂含浸機の後段に設けた引取りローラ34とを有する繊維強化熱可塑性樹脂テープ製造装置100を用いて、開繊操作で発生する毛羽を前記毛羽吸引器で吸引して除去する。
(もっと読む)
熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置
【課題】ドロップ光ケーブル用テンションメンバーなどとして用いられる熱可塑性樹脂被覆FRP線条物の外径を長尺に亘って精度よく整径して製造する方法及び製造装置を提供すること。
【解決手段】熱可塑性樹脂被覆FRP線条物素線の外径よりも径大の透孔とテーパー角が90〜150度の切削刃とを備えた予熱ダイスを通過させて熱可塑性樹脂被覆層の外周を加熱軟化させ、次いで該予熱ダイスよりも低温に保たれ素線の外径よりも径小の透孔を備えた第1の整径ダイス及び第2の整径ダイスを順次通過させて熱可塑性樹脂被覆層の外径を整径する熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置である。
(もっと読む)
複合リングの製造方法および装置
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
航空機の前縁構造及びそれの製造方法
【課題】エネルギを消費することなく、航空機の前縁部における防氷及び除氷を実現する。
【解決手段】繊維強化複合材料における少なくとも繊維に、撥水性材料を含浸する工程(P1)と、繊維強化複合材料を順次積層すると共に、少なくともその最表面の層を撥水性材料を含浸させた繊維強化複合材料によって形成することにより、前縁部の形状を有する積層体を作成する工程(P2)と、前縁部形状の積層体を硬化させる工程(P3)と、を含む。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
繊維強化複合体およびその製造方法
【課題】 所望の優れた装飾性を持つ装飾層と、強度が十分高い繊維強化樹脂層とを有し、装飾層と繊維強化樹脂層との界面が、ボイドや接着不良という欠陥の無い界面である繊維強化複合体を提供し、その製造方法を提供することを目的とする。
【解決手段】 繊維強化複合体11は、第1繊維と第1樹脂とを含む繊維強化樹脂層12を内側に、第2繊維と第2樹脂とを含む装飾層13を外側に有する。繊維強化樹脂層12および装飾層13は、第1樹脂を含浸した第1繊維を型に巻きつけ、第2樹脂を含浸した第2繊維をその外側に巻きつけて、第1樹脂および第2樹脂を同時に硬化させた層である。そうすることによって、繊維強化複合体11は、繊維強化樹脂層12と装飾層13とが一体化された繊維強化複合体である。
(もっと読む)
繊維強化プラスチック部材
【課題】部材内での層間剥離などの欠陥が発生しない、強度や弾性率などの機械特性に優れ、軽量で平滑な表面を有する繊維強化プラスチック部材を提供する。
【解決手段】次の構成要素[A]、[B]、[C]、[D]を含み、構成要素[A]の少なくとも片面に構成要素[B]、構成要素[C]、構成要素[D]がこの順に配設されていることを特徴とする繊維強化プラスチック部材。
構成要素[A]:繊維強化プラスチック
構成要素[B]:引張弾性率が0.1MPa〜500MPaである層
構成要素[C]:接着層
構成要素[D]:引張弾性率が1000〜30000MPaである熱可塑性樹脂層または熱硬化性樹脂層
(もっと読む)
炭素繊維強化樹脂成形体の製造方法および炭素繊維強化樹脂成形体
【課題】本発明は、厚みのある成形体へも適用可能な機械強度の高い炭素繊維強化樹脂成形体およびその製造方法を提供することを目的とする。
【解決手段】(b工程)硬化剤含有熱硬化性樹脂組成物(A)で表面が被覆された炭素繊維に、該炭素繊維の長手方向に張力を負荷し、該炭素繊維を硬化剤含有熱硬化性樹脂組成物(B)中に浸漬する工程と、(c工程)b工程の後に、硬化剤含有熱硬化性樹脂組成物(A)で表面が被覆され、かつ張力を負荷された炭素繊維が浸漬された状態で、硬化剤含有熱硬化性樹脂組成物(B)を硬化させる工程と、(d工程)c工程の後に、前記炭素繊維に負荷されていた張力を除去する工程とを有することを特徴とする炭素繊維強化樹脂成形体の製造方法。
(もっと読む)
複合材角部及び複合材角部の製造方法
【課題】 環状ガスタービンエンジン部品のフランジ角部の高樹脂密度領域を低減もしくはなくす方法の提供。
【解決手段】 ガスタービンエンジン部品及びガスタービンエンジンの複合材部品の製造方法は、互いにある角度で配置された第1及び第2の表面を有するツール(100)を準備する段階を含む。第1の表面と第2の表面との角部近傍で終端する端部を有する繊維セグメント(302)を第1の表面に取り付ける。繊維セグメント(302)及び第2の表面に繊維プリフォーム(301)を配置する。次いで、繊維プリフォーム(301)又は繊維セグメント(302)の1以上にマトリックス材料を加える。繊維セグメント(302)の端部を膨らませることができる十分な温度に繊維セグメント(302)及び繊維プリフォーム(301)を加熱する。次いでマトリックス材料を硬化して角部分の繊維分布が実質的に均一な複合材物品を形成する。
(もっと読む)
FRP製成形品、その成形方法並びにその成形型
【課題】品質がばらつかず、接着強度の高いFRP製成形品、その成形方法ならびにその成形型を提供する。
【解決手段】コア材2の外側に繊維材3および樹脂材4からなる少なくとも1層の表皮を接合したFRP製成形品1であって、コア材2の周囲を覆う繊維材3の端部同士を、当該繊維材3のコア材側である内側面8同士で接合させたフランジ部9を有することを特徴とする。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
引抜成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引抜成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型が、熱硬化性樹脂組成物を含浸された繊維糸を引き込む第1の金型1、該第1の金型1に続く第2の金型2及び引抜成形品が引き出される第3の金型3を含む複数個の金型を組み合わせて一体に構成され、かつ、第1及び第2の金型が筒型であり、第3の金型が割型であることを特徴とする。
(もっと読む)
RTM成形装置
【課題】 強度、軽量性に優れかつ安定した品質をそなえた成形体を得ることが可能なRTM成形装置を提供する。
【解決手段】 樹脂組成物を成形型内に注入し被成形体に含浸させてFRP成形体を成形するように構成されたRTM成形装置において、上記樹脂組成物をCCPで構成し、上記被成形体の外側に隣接して上記CCPを含む CCP分担層を配置し、上記CCP分担層は上記CCPの硬化特性と該CCPから外部への放熱特性とにより定まるVf限界値を備えるような構成にて設けられ、上記被成形体と上記CCP分担層との間に該被成形体を分離する成形体分離手段を配置した。
(もっと読む)
繊維質ライニングロールの製造方法
【課題】 繊維材料を巻付仮軸に巻き付けて、巻付仮軸表面に繊維層を形成し、この繊維層を軸方向に圧縮して、中空円筒体を製造する際、繊維層が外側に膨らむのを防止する方法を提供する。
【解決手段】 以下の(a)〜(d)工程を採用する。(a)工程:編組紐1を準備する。編組紐1は、芯材2と芯材2を被覆する編組構造体3とからなる。編組構造体3は、糸状物4を編組して構成される。(b)工程:編組紐1を巻付仮軸5の軸方向に螺旋状に巻き付ける。この結果、巻付仮軸5表面に繊維層が形成される。(c)工程:繊維層を巻付仮軸5の軸方向に圧縮する。また、硬化型樹脂を繊維層に含浸する。そして、硬化型樹脂を硬化させる。(d)工程:硬化型樹脂を硬化させた後、巻付仮軸5を取り外す。以上のようにして、繊維質中空円筒体を得る。これを、被ライニングロールに嵌装することによって、繊維質ライニングロールを得る。
(もっと読む)
61 - 80 / 154
[ Back to top ]