
Fターム[4F205HM03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における樹脂の含浸 (401) | 繊維、プリフォームへの樹脂の含浸方法 (396) | 液状樹脂を用いるもの (345) | 浴への浸漬 (141)
Fターム[4F205HM03]に分類される特許
1 - 20 / 141
長尺高圧容器
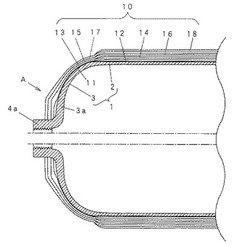
【課題】 金属ライナと炭素繊維層の軸方向収縮差を吸収しつつ、耐高圧性、耐疲労性について向上させる上で好ましい補強繊維層を備えた高圧容器を提供する。
【解決手段】 胴部2とドーム部3a,3bとを有し、かつ、両側のドーム部間の全長が2m以上6m以下となるように形成された金属ライナ1の外周面に、熱硬化性樹脂が含浸された繊維を巻きつけた構造の長尺高圧容器Aであって、金属ライナに接する最も内側には非導電性繊維層11が絶縁層として形成され、この絶縁層の外側に炭素繊維のフープ巻き繊維層12,14,16と炭素繊維のヘリカル巻き繊維層13,15,17が交互に少なくとも3層ずつ順次積層されて炭素繊維層が合計6層以上形成され、絶縁層はいずれの炭素繊維層よりも薄く形成されるようにする。
(もっと読む)
フィラメントワインディング装置

【課題】ガイドの清掃を効率よく、短時間で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】繊維束Fを案内する複数のガイド53と、ガイド53を清掃するための清掃部61と、を備え、ガイド53を清掃する場合に、ガイド53を清掃部61に移動させて清掃する。ガイド53の清掃をガイド53が配置された位置で行うのではなく、清掃部61が配置される特定の位置にガイド53を移動させ、その位置でガイド53の清掃を行うため、ガイド53の清掃を効率よく、短時間で行うことができる。
(もっと読む)
フィラメントワインディング装置
【課題】各繊維束ガイド91・92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることでライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92からライナー1の外周面1Sに供給される繊維束Fの経路上で、繊維束Fに接触して繊維束Fの幅Wfを拡げる第1拡張ガイド48及び第2拡張ガイド49を具備する。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
(もっと読む)
フィラメントワインディング装置
【課題】ボビンホルダ軸のメンテナンスやボビンの交換等に際して、作業性ならびに安全性を向上させる技術を提供する。
【解決手段】繊維束Fが巻かれたボビンBをそれぞれ支持する複数のボビンホルダ軸33と、前記ボビンホルダ軸33を連結する連結部材32と、前記連結部材32を支持するラック31と、で構成されたクリールスタンド30を備えるフィラメントワインディング装置100であって、前記連結部材32は、該連結部材32によって連結される前記ボビンホルダ軸33と該ボビンホルダ軸33によって支持される前記ボビンBを一体若しくは連動して可動することができる、とした。
(もっと読む)
フィラメントワインディング装置
【課題】第1繊維束ガイド91及び第2繊維束ガイド92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置100を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する複数の第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることで第1繊維束ガイド91及び第2繊維束ガイド92の供給口から供給される繊維束Fをライナー1の外周面1Sに巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92は、供給口の幅を変更可能に構成する。
(もっと読む)
フィラメントワインディング装置
【課題】巻きデータの補正を簡易かつ自動で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。第2の巻き付け動作では、複数のガイド部43、44の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナー12に繊維束Fを巻き付ける。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。補正動作では、巻きデータに基づく複数のガイド部43、44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束の巻き付け動作を中断してから再開できるまでの所要時間を短縮すべく、フープ巻き装置を交換可能とする技術を提供する。
【解決手段】繊維束Fを供給するためのボビン45を搭載したフープ巻き装置40を備え、前記ボビン45がライナー1の周囲を旋回することで該ライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、前記フープ巻き装置40は、所定の位置で他のフープ巻き装置50と交換できる、とした。
(もっと読む)
フィラメントワインディング装置のボビン解舒装置
【課題】繊維束の挙動を安定させて、該繊維束の転覆を防止する技術を提供する。
【解決手段】帯状の繊維束Fが巻かれたボビンBを回転自在に支持するボビン支持軸33と、前記ボビンBから解舒された繊維束Fの進行方向を変更する固定ガイド35と、前記ボビンBと前記固定ガイド35との間に配置される補助ローラ34と、を備えたボビン解舒装置32A(32B)であって、前記固定ガイド35は、該固定ガイド35の軸心が前記ボビン支持軸33の軸心に対して略直交となるように配置され、前記補助ローラ34は、該補助ローラ34の軸心が前記ボビン支持軸33の軸心に対して平行又は略平行に配置される。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
フィラメントワインディング方法、フィラメントワインディング装置及びタンク
【課題】多給糸方法を用いてヘリカル巻きを行う場合において、繊維の終端部の固定を簡単に行う。
【解決手段】本発明のフィラメントワインディング方法は、ガスタンク2の周囲の同心円上に配置されたヘリカル巻きヘッド12の複数の給糸部からガスタンクに繊維を給糸しながら、ガスタンク2をヘリカル巻きヘッド12に対しタンク軸方向Xに相対的に往復移動させてガスタンク2にヘリカル巻きを行い、ガスタンク2の最後の折り返し後、ガスタンク2の一方のドーム部2bと胴部2aに繊維を巻いて、繊維の巻回終端部A1を胴部2aの一の端部Pに位置させる工程と、フープ巻きヘッド13から胴部2aに繊維を給糸して、胴部2aのヘリカル巻きの上にフープ巻きを行う工程と、その後、繊維の巻回終端部A1のある胴部2aの一の端部Pにおいて、ヘリカル巻きヘッド12の給糸部に接続されている繊維Aを切断する工程と、を有する。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック
【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
1 - 20 / 141
[ Back to top ]