
Fターム[4F205HM06]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における樹脂の含浸 (401) | 繊維、プリフォームへの樹脂の含浸方法 (396) | 液状樹脂を用いるもの (345) | 加熱、吸引の利用 (14)
Fターム[4F205HM06]に分類される特許
1 - 14 / 14
繊維強化樹脂成形体の製造装置
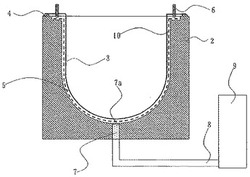
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
有孔コールシートを使用した複合パーツの樹脂注入

【課題】繊維構成要素の領域全体の樹脂の供給の最適化を可能にすることにより、構成要素の特定領域への樹脂の供給量を制御すると同時に、剥離層の必要を除去できる、樹脂注入の方法及び装置が必要である。また、パーツに跡を残すことなく、注入される構成要素の上に直接樹脂供給のハードウェアを位置づけすることにより、工具の適応性を向上させると同時に滑らかに仕上がった硬化パーツを提供する樹脂注入装置も必要である。
【解決手段】樹脂が注入された複合パーツは、パーツ全体の樹脂の流れを最適化し、複雑なパーツに対して簡素化された工具及び消耗品の構成を可能にすると同時に、滑らかな空気力学的コール側面又はバッグ側面仕上がりを達成するために、孔を有するコールシートを使用して製造される。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
繊維強化複合材料成形システム
【課題】繊維強化複合材料成形システムにおいて、設備の大型化を抑制して繊維束の拡幅量をより大きくすることである。
【解決手段】繊維に樹脂を含浸し、樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形システム10であって、繊維束14を開繊する開繊ユニット42を備え、開繊ユニット42は、繊維束14をねじ状溝46に通して開繊する開繊部44を有している。なお、開繊ユニット42は、開繊部44を加熱するヒータ等を有することが好ましい。
(もっと読む)
RTM成形装置
【課題】 強度、軽量性に優れかつ安定した品質をそなえた成形体を得ることが可能なRTM成形装置を提供する。
【解決手段】 樹脂組成物を成形型内に注入し被成形体に含浸させてFRP成形体を成形するように構成されたRTM成形装置において、上記樹脂組成物をCCPで構成し、上記被成形体の外側に隣接して上記CCPを含む CCP分担層を配置し、上記CCP分担層は上記CCPの硬化特性と該CCPから外部への放熱特性とにより定まるVf限界値を備えるような構成にて設けられ、上記被成形体と上記CCP分担層との間に該被成形体を分離する成形体分離手段を配置した。
(もっと読む)
プリプレグ積層体の製造方法及びその製造装置
【課題】プリプレグ積層体の減圧時に大気圧がかからず、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減と、生産性を著しく向上させることが出来るプリプレグ積層体の製造方法及びその製造装置を提供する。
【解決手段】製造装置1は、ベースプレート2上に設置した仕切り部材3(ダム)の内側に繊維補強基材に樹脂材料を含浸させたプリプレグ4を複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、前記プリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置する。そして、前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 比較的大型の成形品や肉厚の成形品、あるいはコーナー部を有するような形状の成形品を製造する場合に、注入樹脂を均一に拡散させて含浸不良を生じることなく効率よく成形することを可能にする。
【解決手段】 成形型1に形成する強化繊維基材層2は、成形型の表面直近に配設される下層21と、その外側に配設される上層22とで積層する強化繊維基材の構成を変え、下層21には、横糸に対して縦糸が連続する隙間を有するように直交させて二方向に配列された二軸スティッチ基材と、強化繊維糸を切断して面内に配向させて形成されたチョップドストランドマットとを、交互に積層して構成されている。また、上層22では、強化繊維ロービングクロスと、二軸スティッチ基材と、チョップドストランドマットとを、交互に積層して構成される。
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
FRP複合物を製造する方法
【課題】重トウ繊維を含む、低コストのFRP複合物を生成するプロセス、およびこれらの一様な含浸および効率的な結合方法を提供すること。
【解決手段】本発明による繊維強化プラスチック(FRP)複合物を製造する方法は、重トウ繊維に低粘度樹脂を含浸させるステップを含む。この方法は、レーストラッキングを排除し、安価で良好な性能のFRP複合物が得られる。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
1 - 14 / 14
[ Back to top ]