
Fターム[4F205HT03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 補強材含有樹脂層に積層される材料 (109) | 樹脂 (41)
Fターム[4F205HT03]の下位に属するFターム
ゲルコート層 (14)
Fターム[4F205HT03]に分類される特許
1 - 20 / 27
透明複合基板の製造方法、透明複合基板および表示素子基板
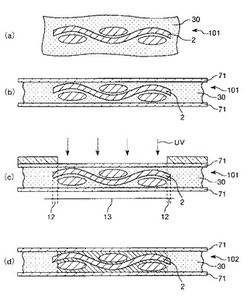
【課題】異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供すること。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク

【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる特定の曲率を有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)(rad/mm)以上の曲率を有する部分を含み、
(B)1/(20×d)(rad/mm)以上の曲率を有する部分の中心角の合計が30度以上である
(dは曲げを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅、mm)
を満足することを特徴とする記載の連続繊維複合材料構造体。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる捩れを有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)以上の捩率を有する部分を含み、
(B)1/(20×d)以上の捩率を有する部分の捩れ角の合計が60度以上である
(dは捩れを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅)
を満足することを特徴とする連続繊維複合材料構造体。
(もっと読む)
高圧タンクの製造装置、高圧タンクの製造方法および繊維束の拡幅装置
【課題】ライナへの繊維束の巻き付けの際の繊維束の拡幅量の変動を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、複数の繊維を含んで構成された繊維束を通して拡幅するための、曲率を変更可能で拡幅量に応じた幅のスリットを有する拡幅手段を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、マトリックス樹脂を含浸させた繊維束22をライナ26の外面に巻き付ける際に、繊維束22に樹脂を塗布するための樹脂塗布手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際に、できるだけ繊維の損傷等を抑制しつつ、繊維の段差を低減することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ22とライナ22の外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナ22の外面への繊維の巻き付けの際のライナ22の回転とは逆方向へ同期させた回転で回転可能であり、ライナ22の外面に巻き付けた繊維を加圧する加圧ローラ14を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造方法、高圧タンクの製造装置および樹脂ライナ
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ16とライナ16の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、互いに回転可能に嵌合された少なくとも胴部18と両端部20,22との分割構造を有するライナ16の外面に少なくとも1層目の繊維を巻き付けた後、前記両端部20,22の少なくとも一方を回転させることにより繊維を巻き締めて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンク及び高圧タンクの製造方法
【課題】水素ガスが充填された加圧状態の高圧タンクにおいて、樹脂ライナーとFRP層との間の水素ガスの滞留を抑制する高圧タンク及び高圧タンクの製造方法を提供する。
【解決手段】高圧タンクは、樹脂ライナー12と、樹脂ライナー12に形成された微小球24を含む中間層20と、樹脂を含浸した繊維を中間層20に巻回して形成されたFRP層22とを有する。
(もっと読む)
高圧タンクの製造方法
【課題】ライナーの形状劣化を抑制して高圧タンクを製造する技術を提供する。
【解決手段】中空のライナーの表面に、加熱することにより消失するロストワックス層を形成し、ロストワックス層の表面を覆うように、熱硬化性樹脂が未硬化状態で含まれる炭素繊維材を巻き付けて炭素繊維巻き付け層を形成し、炭素繊維巻き付け層の形成後に、加熱により熱硬化性樹脂を硬化させるとともに、ロストワックスを消失させる。ロストワックス消失によって、ライナーと炭素繊維巻き付け層との間に間隙が形成される。
(もっと読む)
複合容器
【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
連結部材およびその製造方法
【課題】車両のサスペンションアームなど、機械構成部品に連結される、一対のブラケット間に作用する引張強度と圧縮強度を両立させた連結部材と、このような連結部材として、より信頼性の高い連結部材を安価に製造する方法を提供する。
【解決手段】連結部材1Aは、一対の筒状のブラケット部11A,11Aと、一対の筒状ブラケット部11A,11Aを連結するアーム部12と、を備えた金属部材10Aと、金属部材10Aを囲繞するように、筒状ブラケット部11Aの外周面14Aに巻き付けられた連続強化繊維23を含む繊維強化樹脂材21Aと、を含む。
(もっと読む)
CFRPと被着材の接合体及びその製造方法
【課題】CFRPプリプレグと金属合金が強固に接着された接合体を提供する。
【解決手段】引っ張り強度4.4GPaの第1PAN系炭素繊維をベースとした第1CFRPプリプレグと、引っ張り強度が6.0GPaの第2PAN系炭素繊維をベースとした第2CFRPプリプレグとを積層して加熱し、CFRP部材を作成する。CFRP部材の表面を構成する第1CFRPプリプレグを粗面化し、1液性エポキシ接着剤を塗布する。一方、NATの3条件を具備する金属合金11の表面に1液性エポキシ接着剤を塗布する。第1CFRPプリプレグ12と金属合金を密着させて加熱し、1液性エポキシ接着剤を硬化させてCFRP部材と金属合金が強固に接着された接合体を得る。
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
FRP耐圧容器の製造方法
【課題】軽量であり、かつ、耐圧性に優れた容器を提供するする。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
(もっと読む)
管状体及びその製造方法
【課題】強度及びボイド率を改善しうる管状体及びその製造方法の提供。
【解決手段】本発明の製造方法は、マンドレルに、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体を得る工程と、上記中間成形体に、張力を付与しつつラッピングテープを巻き付ける工程と、加熱により上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレルの引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープの基体のベースポリマーは、ポリオレフィン系樹脂及び/又はポリエステル系樹脂である。上記硬化工程は、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、120℃以上200℃以下の温度で5分以上20分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
複合材料製品を製造するための膜、該膜の製造方法、及び該膜を使用した複合材料製品の製造方法
複合材料製品(2)の製造に使用するための樹脂拘束膜(1)であって、二軸延伸ポリプロピレンからなる支持膜(6)と、複合材料製品(2)を形成することになる半製品(2’)と接触することを意図された支持膜(6)の前面(6a)を被覆する脱着化学物質の中間層(7)と、真空蒸着によって中間層(7)上に適用された金属被覆材料の表面層(8)とによって形成された拘束膜(1)を提供する。  (もっと読む)
(もっと読む)
1 - 20 / 27
[ Back to top ]