
Fターム[4F205HT24]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 積層する方法 (526) | 噴射(←スプレー) (17)
Fターム[4F205HT24]に分類される特許
1 - 17 / 17
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
繊維強化複合材

【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
樹脂吐出装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】液状の樹脂を貯溜する樹脂タンク111と、前記樹脂タンク111から供給された前記樹脂を吐出する樹脂供給ノズル80と、前記樹脂の温度を検出する樹脂温度センサ113と、前記樹脂温度センサ113からの検出信号を伝達可能に接続された制御装置130と、を備えた樹脂吐出装置90であって、前記制御装置130は、前記樹脂を構成する主剤に硬化剤を混合、又は、主剤に硬化剤ならびに硬化促進剤を混合してからの経過時間と、前記樹脂温度センサ113により検出された前記樹脂の温度と、に基づいて前記樹脂の粘度を算出し、該粘度に応じて前記樹脂供給ノズル80から吐出される前記樹脂の吐出圧力を調節するとした。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、樹脂が飛散することに起因した歩留りの悪化を防止することができる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の軌道上の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、樹脂供給ノズル45の噴射口45aとライナー2の回転軸とを結んだ直線により定義される仮想線に対して、ライナー2の回転方向の下流側に向けて樹脂を吹付けるように配置した。
(もっと読む)
高度複合構成要素の製造方法
【課題】積層材料成形品を製造するための方法を提供する。
【解決手段】本方法は、一つの態様では、凝固して樹脂層を形成する樹脂を表面上に適用する工程と、樹脂層とほぼ平行なx方向に沿って強化手段を提供する工程と、x方向に対して角度をなし且つ樹脂層とほぼ平行なy方向に沿って強化手段を提供する工程と、x方向及びy方向に対してほぼ垂直なz方向に強化手段を提供する工程とを含む。本方法は、別の態様では、液化樹脂を金型の金型表面に適用し、樹脂が凝固して金型の金型表面上に樹脂層を形成する工程と、弾性変形可能なチャンバ壁を各々有する第1及び第2の圧力チャンバ間に金型を配置し、チャンバ壁は、これらのチャンバ壁間に配置された金型に関して向き合って配置される、工程と、金型に面する向き合った表面に液化樹脂を適用し、向き合った表面上の樹脂は、凝固して向き合った樹脂層を形成し、積層材料レイアップが樹脂層間に配置される、工程と、各圧力チャンバを通して高温高圧の流体を循環し、樹脂層を液化し、積層材料レイアップを圧縮し、樹脂で含浸し、硬化する工程とを含む。 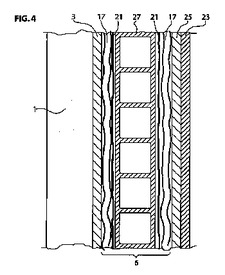 (もっと読む)
(もっと読む)
防汚性FRP成形品およびその製造方法
【課題】光触媒層表面を金属化合物薄膜で覆うことなく、親水化を向上させることができ、光触媒粒子を担持する樹脂材料の分解による破壊、減肉が製品の耐久性に悪影響を与えないFRP成形品を安価に提供することにある。
【解決手段】少なくとも表面の一部がゲルコート樹脂層で覆われたFRP成形品であって、前記ゲルコート樹脂層の厚みが100μm〜1,000μmであるとともに、少なくともルチル型酸化チタンを含む光触媒粒子が練混された前記ゲルコート樹脂層の表面を研磨処理することにより前記光触媒粒子が露出されてなることを特徴とする防汚性FRP成形品。
(もっと読む)
浴槽の製造方法
【課題】手入れが簡単で、耐久性の高いプラスチック製の浴槽に高級感のある木目模様等の装飾が施された浴槽とその製造方法を提供する。
【解決手段】浴槽1は内面側から見ると、突板25が透明プラスチック層21とガラス繊維23を介して光沢のある木目模様として視認することができ、極めて高い美観を発揮することになる。また、突板25どうしの接合部は塗装部17の裏側に位置するので、接合部が多少ずれていても浴槽1の内面側から見えない。従って、浴槽1全体の美観を損ねることはない。このように浴槽1は高級感のある木目模様が施されているが、実質的にはプラスチック製なので、手入れが簡単で、高い耐久性を有する。上記浴槽1は各部材の積層により製造される。
(もっと読む)
スプレイアップ機による繊維強化複合材料の製造方法
【課題】充填剤を高度に充填可能で、得られる成形品の空洞部が少なく且つ外観に優れる繊維強化複合材料を提供する。
【解決手段】スプレイアップ機により繊維強化複合材料を作製する工程において、シクロオレフィンモノマーと重合触媒及び強化繊維を含んでなる成形用組成物を用いる。更に、強化繊維として炭素繊維を用い、且つ重合触媒としてルテニウム系触媒、特にヘテロ環構造含有の配位子を有するルテニウム系触媒を用いることを特徴とする。
(もっと読む)
多色成形品の製造方法及びこの製造方法を用いて作製した多色FRP成形品
【課題】本発明は、スプレーによる色分けやマスキングによる色分けが困難なほどに柄模様が微細であっても、この微細な柄模様(凹凸)の凹部(底部)と凸部(頂部)が色分けされることにより、微細な柄模様が多色化された多色成形品の製造方法及びこの製造方法によって製造された多色成形品を提供することを目的とする。
【解決手段】本発明は、凹凸による型模様を備え、前記型模様が、前記凹凸の底部Aによって形成される第1パターンと、前記凹凸の頂部Bによって形成される第2パターンと、前記頂部Bよりも高い頂部Cによって形成される第3パターンとを有するFRP型を用い、それぞれのパターン毎に異なる色のゲルコート樹脂を塗布した後、スキージングすることにより、微細な多色模様を形成する多色成形品の製造方法、及び、この製造方法で製造した多色成形品である。
(もっと読む)
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。 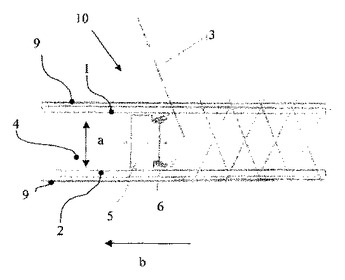 (もっと読む)
(もっと読む)
モールド製品及びその製造方法
モールド製品を製造する方法において、炭素繊維のような繊維は、ロボット吐出ヘッドに供給され、複数の繊維はより短い長さに裁断され、所望の配向で且つ所望の厚さ及び強さを達成するために所望される数の層となるように、モールドツールに吐出される。それから樹脂が、配向された繊維に塗布され、モールド製品を形成するために硬化される。繊維の配向または繊維の実質的な配向は、モールドツールが真空状態にされることにより、静電手段により、モールドツールへのアプリケーションの前に樹脂に繊維がコーティングされ、モールドツールの表面を加熱することにより、または短くされた長さの繊維に対してエポキシのミスト層が塗布されることにより、維持される。繊維の長さ及び堆積率は、必要に応じて変更される。その方法は処理時間及び部品コストを削減する完全自動製造を容易にする。本発明は対応するモールド製品も含む。 (もっと読む)
FRP成形品とその成形方法
【課題】コンピュータ−制御によるロボットアーム型のガン装置を用いるプリフォームの成形方法を利用して、直接、FRP成形品を得る方法を提供すること。
【解決手段】ロボットアームの先端部に設けられたガン装置を用いて、噴射流体の作用により、強化繊維とマトリックス樹脂を成形型に吹付けて供給しFRP成形品を成形するに際し、(1)強化繊維として長さが3〜300mmの短繊維を用い、(2)マトリックス樹脂として熱可塑性樹脂を、成形品中の樹脂含量として50〜80重量%の範囲で用い、(3)噴射流体として前記熱可塑性樹脂の軟化点以上の熱風を用いて成形型に吹付けて供給し、(4)前記成形型で賦形し、次いで(5)成形型を冷却してマトリックス樹脂を固化させ、その後(6)成形品を脱型することからなるFRP成形品の成形方法。
(もっと読む)
繊維強化プラスチック成形体及びその製造方法
【課題】
熱線に対する遮蔽効果の高く、製造が容易な繊維強化プラスチック成形体及びその製造方法を提供すること。
【解決手段】
繊維強化プラスチック成形体1を、ゲルコート層2、バックアップコート層3、強化繊維層4、及び含浸用樹脂層5から構成し、特に、これら各層の少なくともいずれかに熱線反射性粒子を分散配置することを特徴とする。
好ましくは、熱線反射性粒子は、セラミックス、中空セラミックス、酸化チタン、バナジウム、ケイ化物の少なくとも一つを含むことを特徴とする。
(もっと読む)
伸張可能な製品を製造するための方法及び装置
本発明は、天然エラストマ及び他の合成ポリマなどの材料から主になる、可撓性、伸張可能、及び/又は弾力性がある製品を製造するための方法及び装置を提供する。工作物フォーマ上に製品材料をスプレーすることによって、伸張可能な製品を製造するための方法及び装置、並びに穿孔された表面又は部分的に空気を通す表面上に製品材料をスプレーすることによって、穿孔された製品を作るための方法及び装置。本発明は、壁から製品を取り除く必要なく、製品の両側の繊維被覆する、及び/又は壁に面する側に少なくとも製品表面を被覆する方法及び装置も提供する。方法及び装置は、フォーマから製品を容易に取り除くことも可能にする。工作物フォーマも提供される。  (もっと読む)
(もっと読む)
強化プラスチック成形品
【課題】蓄光性の優れた強化プラスチック成形品とする。
【解決手段】アルミン酸ストロンチウムが主成分の蓄光顔料40〜120重量部を添加した不飽和ポリエステル樹脂100重量部をガラス繊維等の各種強化繊維3で強化した優れた強化プラスチック成形品10である。不飽和ポリエステル樹脂1からなるFRP層は、耐候性、強靭性に優れ、酸化物からなる蓄光顔料は酸化していることにより、屋外においても犯され難く、耐候性が高く、蓄光性能の劣化も少ない。このため、耐候性の高い樹脂1及び蓄光顔料2からなるFRP成形品となるため、あらゆる分野、特に屋外で使用されるものに有効である。このとき、ガラス繊維3のみを含浸させた不飽和ポリエステル樹脂からなる基層1bを白色に着色されたものとすれば、表層1a内の蓄光顔料2は、光が白色層に反射され、残光輝度も明るく見えて、見栄えもよい。
(もっと読む)
成形用樹脂組成物および繊維強化プラスチック成形品の製造方法
【課題】 FRPを成形するに際し、常温あるいは硬化炉を用いた成形時に、表面が乾燥性に優れた、生産性の良好な成形用樹脂組成物及びこれを用いた繊維強化プラスチック成形品の製造方法を提供すること。
【解決手段】 (a)不飽和二塩基酸、飽和二塩基酸、ジアルキレングリコール及びアルキレングリコールを反応させて得られる数平均分子量が1000〜2500の不飽和ポリエステル、(b)ジシクロマレートを有する不飽和ポリエステル、(c)架橋性単量体、(d)0.5〜15ppmのナフテン酸銅、(e)金属石鹸として100〜500重量ppmのナフテン酸コバルト及びまたはオクテン酸コバルト、(f)30〜200ppmのオクテン酸カリウム、(g)0.01〜1.0重量%の水酸基末端の1,4ポリブタジエン、(h)パラフィンワックスを含有してなる成形用樹脂組成物およびこれを用いた繊維強化プラスチック成形品の製造方法。
(もっと読む)
浴室床の成形装置及び成形方法
【課題】 部屋の間取り等に応じた所望の大きさの浴室床を比較的簡単に且つ安価に成形することのできる浴室床の成形装置、及びその装置を使用する成形方法を提供する。
【解決手段】 浴室床における床板及び排水口の表面形状を天地反転させてなる型形状を上面に有し、浴室床の面積よりも大きなベース型体11と、浴室床における溝部の形状に対応した突条の型形状を有し、ベース型体11に対して任意の位置に着脱自在に載置される置き型12とを具備する。特に、置き型12は、床板の一辺に対して略直角となる辺に溝部を成形するための部材で、且つ成形する床板の大きさに拘わらず一定寸法に設定された第一置き型24と、一辺または他辺に溝部を成形するための部材で、且つ成形する床板の大きさに応じて高さが設定される第二置き型25とから構成されている。
(もっと読む)
1 - 17 / 17
[ Back to top ]