
Fターム[4F205HW21]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形品の後処理、後加工 (127) | 機械的処理 (40)
Fターム[4F205HW21]の下位に属するFターム
バリ取り(脱型後の) (2)
Fターム[4F205HW21]に分類される特許
1 - 20 / 38
繊維強化プラスチック成形品およびその製造方法
【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法

【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランドの製造方法であって、複数の開繊ローラーを繊維束走行に対して交互に斜めに配置した含浸浴中に溶融状態の樹脂を充填し、炭素繊維束を含浸浴中の開繊ローラーに接触通過させ開繊させつつ樹脂を含浸させることによる炭素繊維の含浸ストランドの製造方法。
(もっと読む)
引き抜き成形による拡張自在な棚システム
【課題】大きな荷重を支持することが可能で、最小数の工程で容易に調節および再構成ができる、軽量な棚システムを提供する。
【解決手段】棚システム10は、補強繊維入りの樹脂の引き抜き成形による複数の垂直柱12および水平梁14を含んでいる。水平梁14が、各々の垂直柱12に配置される二分割カラー50と梁エンドピースによって垂直柱12へ接続される。二分割カラー50の各半分体が、梁へと荷重が加わったときに、二分割カラーの各半分体を垂直柱12の周囲によりきつく締め付ける力が二分割カラー50に加わるよう、くさび形の設計を有している。梁14を、棚システム10の任意の横方向に延長することができるように、垂直柱12の片側または両側に接続することができる。さらに、棚システム10を、くさび状の角コネクタによって直交方向または他の角度方向にも延長することができる。
(もっと読む)
複合材料製部品の連続した作製方法
管状体
【課題】握持した際に滑りが防止され、適切な握持感が得られる管状体を提供すること。
【解決手段】最外層26には、強化繊維14が管状体10の外周面に露出した繊維露出部38と、合成樹脂16が管状体10の外周面に露出した樹脂露出部36とが設けられている。また、繊維露出部38の強化繊維14同士の間には、最外層26の表面から内層側に窪んだ窪み部40が設けられている。窪み部40は管状体10の表面に多数形成され、外側に向けて開口している。窪み部40を設けることにより、釣り人が管状体10を握持した際に、掌が部分的に窪み部40に食い込むため、掌の引っ掛かりがよく、握持した手の滑りが防止することができる。
(もっと読む)
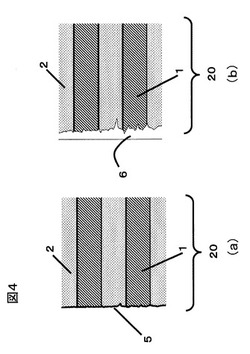
炭素繊維強化プラスチック成形体及びその製造方法
【課題】 層間靭性の向上を図ることができる炭素繊維強化プラスチック成形体及びその製造方法を提供する。
【解決手段】 炭素繊維強化プラスチック成形体(CFRP成形体)1は、炭素繊維からなる複数層の炭素繊維層2と、炭素繊維層2が埋設された樹脂体3と、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4に挿入されて固定されたピン5と、を備えている。CFRP成形体1においては、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4にピン5が挿入されて固定されることになるので、CFRP成形体1の層間靭性を向上させることができる。
(もっと読む)
外殻フレームの製造方法およびその製造方法に用いる取付具
【課題】 倒立振子型移動体の外殻フレームを高精度に形成する製造方法を提供する。
【解決手段】 カーボン繊維強化プラスチック製の下部フレーム22と、下部フレームに設けられた走行ユニット3とを備えた倒立振子型移動体1の下部フレームの製造方法であって、カーボン繊維強化プラスチックを下型100および上型120上で硬化させ、成形体300を形成するステップと、成形体を下型または上型に嵌合させるステップと、固定部材145を用いて、成形体を下型または上型に対して固定するステップと、成形体が固定された下型または上型を数値制御工作機械600のワークテーブル601上に位置決めし、固定するステップと、成形体に走行ユニットの取付部38L,38Rを形成すべく、前記数値制御工作機械を用いて成形体を機械加工するステップとを有することを特徴とする。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。次いで、繊維強化樹脂層の最外周部に熱硬化して形成され樹脂熱硬化層に、研磨材Bを用いたショットブラスト処理を施す。
(もっと読む)
繊維強化樹脂管継手の成形金型およびその成形金型を用いた繊維強化樹脂管継手の製造方法
【課題】一回の成形作業によって複数個の繊維強化樹脂管継手を成形する。
【解決手段】成形金型2の金型本体22を縮径させ、その外周面の設定位置に長手方向に間隔をおいて複数個のシール用ゴムリング110を取り付けた後、金型本体22を拡径させる。その後、成形金型22の回転軸21を回転自在に支持し、少なくとも金型本体22の切断用溝22aをその外周面に離型フィルムfを積層して覆った後、成形金型2を回転させてその外周面に重合性樹脂組成物を含浸させた強化繊維束を巻き付けて積層し、巻き取った強化繊維束に含浸された重合性樹脂組成物を硬化させて繊維強化樹脂層120を成形する。次いで、繊維強化樹脂層120を各切断用溝22aに対応する位置でカッターにて切断して複数個に分割した後、金型本体22を縮径させて分割された各繊維強化樹脂層120を順に脱型する。
(もっと読む)
繊維強化樹脂ボルトおよびその製造方法
繊維強化樹脂(FRP)ボルトおよびこれを製造するための方法が開示される。FRPボルトは、電気絶縁、耐腐食性、断熱、非磁性を有するボルトを必要とする産業分野に用いて好適である。前記FRPボルトの製造方法は、ボルトの軸方向に沿って一方向に引揃えられた第1の強化繊維および前記第1の強化繊維に含浸された合成樹脂を含む芯材の表面の周縁に、第2の強化繊維および前記第2の強化繊維に含浸された熱硬化性樹脂を含むプリプレグを巻回するステップと、前記プリプレグを熱硬化させて繊維強化樹脂丸棒を製造するステップと、前記繊維強化樹脂丸棒の表面にネジ山を形成するステップと、を含む。 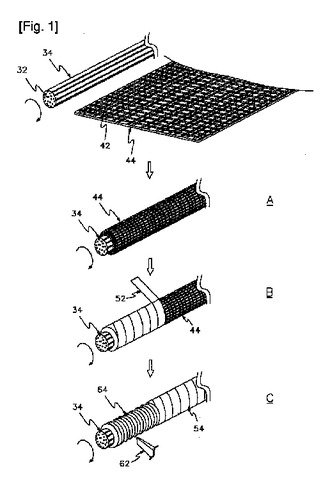 (もっと読む)
(もっと読む)
ラックアンドピニオン式電動パワーステアリング装置の製造方法
【課題】従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性を備え、特に、ギヤ歯部とねじ部の強度向上が図られると共に大幅に軽量化されて、信頼性の高いラックが得られるラックアンドピニオン式電動パワーステアリング装置の製造方法を提供する。
【解決手段】引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯材30に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後、この円筒状素材32を切削加工してラック21を製造する。
(もっと読む)
航空機用スキッドレール及びその製造方法
【課題】 耐摩耗性及び加工性に優れた航空機用スキッドレール及びその製造方法を提供する。
【解決手段】 (i) 航空機の胴体下腹部に接合される長板部21、及びその長手方向に一体的に隔設されたボス部22a〜22iを有する基部2と、(ii) レール状一体構造物を形成するように、ボス部22a〜22iの間に接着された芯部3a〜3hと、(iii) ボス部22a〜22i及び芯部3a〜3hを被覆する外皮部4とを有し、基部2及び外皮部4がガラス繊維及び/又は炭素繊維の布基材を含む第一の繊維強化プラスチックからなり、芯部3a〜3hが前記第一の繊維強化プラスチック中の繊維より高い耐摩耗性を有する繊維の布基材を含む第二の繊維強化プラスチックからなる航空機用スキッドレール。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
直動装置の製造方法
【課題】従来よりも摺動特性に優れ、かつ大幅に軽量化した直動装置を製造する。
【解決手段】直動装置の内方部材を、芯材に、引張強度が2GPa以上で、かつ引張弾性率が50GPa以上の有機繊維からなるフィラメント束を、液状熱硬化性樹脂を含浸させながら所定角度で巻き付け、熱硬化させた後、得られた柱状体を該内方部材の形状に加工する。また、外方部材を、芯材に、引張強度が2GPa以上で、かつ引張弾性率が50GPa以上の有機繊維からなるフィラメント束を、液状熱硬化性樹脂を含浸させながら所定角度で巻き付け、熱硬化させた後、芯材を抜き取り、得られた筒状体を外方部材の形状に加工する。
(もっと読む)
車両ステアリング用伸縮軸の製造方法
【課題】従来の鉄系材料を用いた雄スプライン軸と同等又はそれ以上の強度を有し、大幅に軽量化されるにもかかわらず、優れた耐クリープ性と摺動性を併せ持つ車両ステアリング用伸縮軸を得ることができる車両ステアリング用伸縮軸の製造方法を提供する。
【解決手段】車両ステアリング用伸縮軸20は、回転不能且つ軸方向に摺動自在に嵌合する雄スプライン軸21と雌スプライン軸22とからなり、雄スプライン軸21が、引張強度2GPa以上、且つ引張弾性率50GPa以上の高強度・高弾性率の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に所定の角度で巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材を成形した後、円筒状素材を切削加工して形成される。
(もっと読む)
ディスク素材と、その製造方法
【課題】生産性を高め、必要十分な特性を容易に実現する。
【解決手段】炭素繊維織物12を強化材とする繊維強化プラスチック材料を円板状に形成し、炭素繊維織物12の経糸12a、12a…は、周方向に螺旋状に連続させ、緯糸12b、12b…は、軸C方向に配列させる。
(もっと読む)
繊維強化プラスチック成形体の製造装置
【課題】最表面樹脂の厚みを迅速に均一に制御することのできるFRP成形体の製造装置を提供する。
【解決手段】回転体50を所定の速度で回転させる回転部53と、回転体50に樹脂含浸繊維Fを複数層巻き付ける巻付部40と、を備えた繊維強化プラスチック成形体の製造装置1を提供する。回転部53は、樹脂含浸繊維Fの巻き付け後に、回転体50を巻き付け時よりも高速回転させ、樹脂含浸繊維Fの最表面の樹脂511の少なくとも一部を回転体50から飛散させるように構成されている。
(もっと読む)
機械加工部分を有する複合カップリング
【課題】任意のアセンブリまたは補強材構成に適合することができ、それ自体の機械的一体性を保持するカップリングを提供すること。
【解決手段】本発明は、ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)に関する。カップリングは、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、構造部分(130)のマトリックスおよび第1の機械加工部分(120)のマトリックスが、同一であり、第1の機械加工部分(120)が、構造部分(130)の主面の少なくとも1つの一部に位置し、第1の機械加工表面に機械加工され、第1の機械加工表面と主要ファイバ構造物(30)のファイバとの間では交差しない。
(もっと読む)
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
1 - 20 / 38
[ Back to top ]