
Fターム[4F206AA01]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 多糖類系(セルロース、でん粉、シクロデキストリンアスファルト) (59)
Fターム[4F206AA01]に分類される特許
1 - 20 / 59
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
セルロース誘導体、樹脂組成物、成形材料、成形体、成形体の製造方法、及び電気電子機器用筐体
【課題】良好な熱可塑性、強度を有し、成形加工に適したセルロース誘導体を提供すること。
【解決手段】セルロースに含まれる水酸基の水素原子が、
下記A)で置換された基を少なくとも1つ、及び
下記B)で置換された基を少なくとも1つ
を有し、A)で置換された基に含まれる−CnH2n−O−基の総モル置換度が0.5以上3.0以下であり、
かつ数平均分子量が15万以上であるセルロース誘導体。
A)下記一般式(1)で表される構造を含む基
B)アシル基:−CO−RB(RBは炭素数1〜3の炭化水素基を表す。)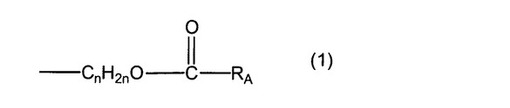
(一般式(1)中、nは2又は3を表し、RAは炭素数1〜3の炭化水素基を表す。)
(もっと読む)
芳香族ポリサルホン樹脂組成物及びその成形体
【課題】離型性に優れ、色味が低減された芳香族ポリサルホン樹脂組成物を提供する。
【解決手段】芳香族ポリサルホン樹脂に、トリアシルグリセロールを配合して、芳香族ポリサルホン樹脂組成物とする。芳香族ポリサルホン樹脂組成物におけるトリアシルグリセロールの含有量は、ポリサルホン樹脂100重量部に対して、0.02〜4重量部であることが好ましい。芳香族ポリサルホン樹脂組成物は、芳香族ポリサルホン樹脂とトリアシルグリセロールとを溶融混練してなるペレットであることが好ましい。
(もっと読む)
樹脂組成物、成形体、及び電気電子機器用筐体
【課題】難燃性と衝撃強度に優れた成形体が得られる樹脂組成物を提供する。また、難燃性と衝撃強度に優れた成形体、及び該成形体から構成される電気電子機器用筐体を提供する。
【解決手段】セルロースエステル及び芳香族ポリカーボネート系樹脂を含む樹脂組成物であって、該セルロースエステルに対する該芳香族ポリカーボネート系樹脂の質量比が0.4〜1であり、該芳香族ポリカーボネート系樹脂の数平均分子量は、10000〜26000であり、モルフォロジーが芳香族ポリカーボネート系樹脂の連続相と、セルロースエステルの分散相とを有する海島型相分離構造である樹脂組成物。
(もっと読む)
射出成形方法
【課題】成形材料、特に粉体を多く含む成形材料を直接投入成形法によって射出成形装置に直接投入した場合の詰まり、混練不足を解消する。
【解決手段】射出成形装置のシリンダ内に供給された成形材料をシリンダ14先端部に貯蔵すると共に、スクリュー16が計量設定位置まで後退した後にスクリューの回転を停止する射出成形方法において、計量工程では、背圧を所定値に設定しスクリュー回転数を50rpm以上300rpm以下の範囲の一定回転数に設定すると共に、スクリュー回転数の材料送り能力に合わせて成形材料を投入口から自重でシリンダ内に充満供給するノーマル供給方法での計量時間をSN秒とした場合に、シリンダ14内に供給する成形材料の供給速度を、SNの2倍秒以上180秒以下の計量時間になるように調整することを含み、これにより、計量時間をスクリューの回転数及び背圧設定値とは無関係に制御する。
(もっと読む)
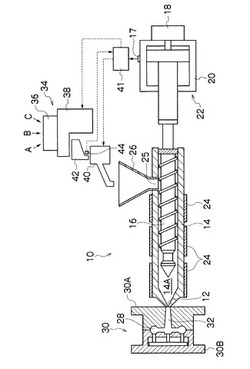
射出成形方法

【課題】粉状材料、ペレット状材料、及び液体材料のうちの少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置のホッパーを介してシリンダ内に直接供給して射出成形する場合であっても、シリンダ内で成形材料を均一混練することができるので、例えば耐熱性が低いバイオマス樹脂をベース樹脂として使用しても高品質な成形品を安定的に製造することができる。
【解決手段】粉状材料、ペレット状材料、及び液体材料の少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置10のシリンダ14内に直接供給して射出成形する射出成形方法において、各々の材料の射出1ショット分を、別々の計量フィーダ35C,37Cを用いて、供給開始から供給終了までの供給時間帯が60%以上同期するようにシリンダ14内に供給すると共に、射出成形サイクルの計量工程における計量時間内に供給を終了する。
(もっと読む)
射出成形用樹脂組成物、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】流動特性、曲げ弾性率、曲げ強度、耐熱性(荷重たわみ温度)、耐衝撃性(シャルピー衝撃強度)、及び含水率の観点で優れた射出成形用樹脂組成物を提供する。
【解決手段】下記一般式(I)で表されるアミド系化合物と、難燃剤と、セルロースエステル系樹脂とを含有する射出成形用樹脂組成物。
(一般式(I)中、R1、R2、R3、及びR4は、それぞれ独立に、水素原子、脂肪族炭化水素基、又は芳香族炭化水素基を表す。R1、R2、R3、及びR4はさらに置換基を有しても良く、また、−O−、−S−、−NR6−、−CO−、−SO2−、及びこれらを組み合わせて得られる2価の基(R6は水素原子、または置換基を有していてもよい炭化水素基を表す。ただし、R6が複数個存在する場合には、それらは同一であってもよい)からなる群から選ばれる2価の基を1つ以上含んでいてもよい。)
(もっと読む)
射出成形用樹脂組成物、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】成形加工性(流動特性)に優れ、かつ、剛性(曲げ弾性率)、含水率、及び蒸散性の観点で優れた射出成形用樹脂組成物を提供する。
【解決手段】下記一般式(I)で表されるイミド系化合物と、難燃剤と、セルロースエステル系樹脂とを含有する射出成形用樹脂組成物。
(一般式(I)中、R1及びR2は、それぞれ独立に、2価の脂肪族炭化水素基、又は2価の芳香族炭化水素基を表す。Lは単結合、2価の脂肪族炭化水素基、2価の芳香族炭化水素基、及び2価の脂肪族炭化水素基と2価の芳香族炭化水素基を組み合わせて得られる2価の基を表す。)
(もっと読む)
ポリ乳酸樹脂組成物
【課題】環境負荷の少ないポリ乳酸樹脂に、難燃剤と環状カルボジイミドを添加することで、作業環境が良好で、耐加水分解性、難燃性に優れる材料を提供する。
【解決手段】(A)ポリ乳酸(A成分)100重量部に対し、(B)カルボジイミド基を1個有し、その第一窒素と第二窒素とが結合基により結合されている下記式(1)で表される環状構造を含み、環状構造を形成する原子数が8〜50である化合物(B成分)0.001〜10重量部、および(C)リン系難燃剤(C−1成分)、窒素系難燃剤(C−2成分)、金属水酸化物系難燃剤(C−3成分)、金属酸化物系難燃剤(C−4成分)、臭素系難燃剤(C−5成分)からなる群より選ばれる少なくとも一種の難燃剤(C成分)1〜100重量部を含有する組成物。
(もっと読む)
成形材料、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】良好な成形性、寸度、平滑性を有し、ガス発生も抑制された成形材料を提供すること。
【解決手段】セルロースに含まれる水酸基の水素原子が、
下記A)で置換された基を少なくとも1つ、及び
下記B)で置換された基を少なくとも1つ含むセルロース誘導体と、
平均直径1μm以下の無機繊維とを含有する成形材料。
A)炭化水素基:−RA
B)アシル基:−CO−RB(RBは炭化水素基を表す。)
(もっと読む)
成形体組立品
【課題】プラスチック樹脂に金属質感を表現することができる素材を添加せず、プラスチック樹脂それ自体で色相、光沢度、透明度、腐食パターンなどの要素を組み合わせて、金属質感を有する成形体組立品を提供する。
【解決手段】透明度が75〜99%である第1成形体、および透明度が0.1〜50%である第2成形体を組み立てて金属質感を有する成形体組立品が提供される。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】ポリ乳酸系成形体を製造する際に、結晶化速度を向上させて効率よく成形できる成形材料の融解温度の範囲の制約を軽減することができるポリ乳酸系成形体を効率よく製造する方法を提供する。
【解決手段】ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
植物繊維強化ポリ乳酸箸の製造方法
【課題】耐熱性に優れ、ガラス繊維の使用量が無い、あるいは非常に少ないことで廃棄後もガラス繊維の飛散の可能性が低いポリ乳酸製の箸を提供すること。
【解決手段】 木や竹を0.01−5mm程度に切断破砕処理して植物繊維粉末混合強化材を作り、基体が、ポリ乳酸を主材として重量比で30−94%程度含有したものに、植物繊維粉末混合強化材を5−69%添加し、またタルクや雲母粉末、ガラス繊維などの無機フィラーを補助強化材として重量比で1−50%程度含有させたものを主な組成とし、場合によっては着色料を添加して、箸を作るための混合材料を作る。これによって得た混合材料を、湿度を取り除いた熱風で乾燥した後、加熱混練装置内で、脱気乾燥しながら加熱混練し、ノズルからそのまま箸金型内に注入することによって、植物繊維強化ポリ乳酸箸を得る。
(もっと読む)
木粉を含有する成形品の製造方法ならびに成形品
【課題】本発明の課題は、予備混練工程なしに、直接ポリプロピレン樹脂と木粉を用いて、木粉を50%以上含有する木粉含有樹脂成形品を、射出成形法によって効率良く製造することができる方法、ならびに、この製造方法によって製造された木粉含有樹脂射出成形品を提供することである。
【解決手段】曲げ弾性率(JIS K7203準拠)が、1000MPa以上1450MPa以下であり、メルトフローレート(JIS K7210準拠)が、15g/10min以上30g/10min以下であるランダムポリプロピレン樹脂と、15メッシュの篩を通過し、40メッシュの篩を通過しない木粉とを混合し、射出成形機によって金型に射出して成形品を得ることを特徴とする木粉含有樹脂射出成形品の製造方法である。
(もっと読む)
インサート成形方法
【課題】インサート成形において、合成樹脂製品全体の耐摩耗性や耐薬品性を向上させることができ、天然素材を用いてフィルムインサート成形する場合に、天然素材の持つ質感や感触を損なうことなく合成樹脂製品を製造することができるようにする。
【解決手段】本発明によるインサート成形方法は、溶融された合成樹脂を注入可能な開口部が設けられたフィルムを袋状に形成し、袋状に形成されたフィルムを第1の金型に密着させ、第1の金型と第2の金型とを型閉めして、溶融された合成樹脂を開口部から注入することを特徴とする。
(もっと読む)
石鹸の製造方法及び製造装置
【課題】所望の形状の石鹸を効率良く製造することができる石鹸の製造方法及び製造装置を提供すること。
【解決手段】本発明の石鹸の製造方法は、駆動源20に接続され所定方向に往復動可能な蓋型1Aを含む複数の割型1A,1B及び1Cを組み付けることによって内部に成形用のキャビティ10が形成され、且つ駆動源20を用いて蓋型1Aを動作させることによってキャビティ10の容積を調整可能な成形型1の該キャビティ10に、溶融石鹸を充填して冷却固化させる工程を備えている。蓋型1Aにかかる圧力が、溶融石鹸の充填開始時から充填完了時の間は0.2MPa以下、該溶融石鹸の充填完了時から冷却完了時の間は0.03〜0.2MPaの範囲に維持されるように、キャビティ10の容積を増減させながら溶融石鹸を固化させる。駆動源20は好ましくはサーボモーターであり、該サーボモーターのトルクを制御することによってキャビティ10の容積を調整する。
(もっと読む)
熱伝導性樹脂組成物、その製造方法及び熱伝導性樹脂成形体
【課題】混練や成形等の製造過程における炭素繊維の破損や切断を抑制し、連続的な量産が可能で工業的製造を行うことができ、炭素繊維特有の優れた熱伝導性を有する熱伝導性樹脂組成物やその製造方法を提供し、これを用いた熱伝導性に優れた熱伝導性樹脂成形体を提供する。
【解決手段】母材の樹脂成分(A)と、これに非相溶な有機化合物(E)と、炭素繊維(B)とを含む熱伝導性樹脂組成物であって、炭素繊維(B)が、X線回折により求めた(002)面の平均層面間隔(d002)が0.3367nm以上0.3440nm未満である。
(もっと読む)
加飾成形品
【課題】 樹脂成形品3と加飾シート110内に形成された接着層2との密着性が高く、長時間の使用に耐えることのできる耐久性の高い加飾成形品100を提供することを目的とする。
【解決手段】 長時間使用しても図柄層1と接着層2との間で層間剥離等が生じないよう、本発明の加飾成形品100は、図柄層1と接着層2とが樹脂成形品3の上に少なくとも形成された加飾成形品100において、樹脂成形品3がセルロースミクロフィブリル4を含有するよう構成した。
(もっと読む)
熱可塑性樹脂組成物及びその成形体
【課題】ポリ乳酸を含有し、耐熱性及び成形性に優れる熱可塑性樹脂組成物、及びその成形体を提供する。
【解決手段】ポリ乳酸(A)、セルロース誘導体(B)及び燐含有化合物(C)を含有する熱可塑性樹脂組成物であり、好ましくは、下記条件(1)及び(2)を満足する熱可塑性樹脂組成物。及び、その熱可塑性樹脂組成物を成形して得られる成形体。
(1):(A)/(B)の質量比が、40/60〜99/1。
(2):(C)の含有量が、(A)と(B)の合計100質量部に対して1〜60質量部。
(もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法
【課題】植物性材料を50〜95質量%と多く含有しながら優れた流動性を有し、射出成形に適した熱可塑性組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】本組成物の製造方法は、植物性材料(ケナフ繊維等)と熱可塑性樹脂(PP等)とを含有し、その合計を100質量%とした場合に植物性材料を50〜95質量%含有する方法であって、植物性材料202と柔軟剤201とを接触させて植物性材料に柔軟剤を付着させる柔軟剤処理工程と、混合溶融装置1を用いて熱可塑性樹脂を溶融させながら柔軟剤が付着された植物性材料と混合する混合工程と、得られた混合物を押し固めてペレットを得るペレット化工程と、をこの順に備える。本成形体の製造方法は前記得られた熱可塑性組成物を射出成形して成形体を得る。
(もっと読む)
1 - 20 / 59
[ Back to top ]