
Fターム[4F206AA23]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリオキシメチレン系(←ポリアセタール) (60)
Fターム[4F206AA23]に分類される特許
1 - 20 / 60
燃料タンク用弁装置及びその製造方法
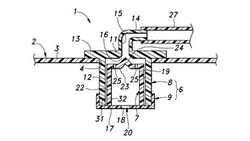
【課題】 燃料による膨潤を抑制することができる樹脂製の燃料タンク用弁装置及びその製造方法を提供する。
【解決手段】 燃料タンク用弁装置1であって、燃料タンク2の上壁3に形成された開口4に取り付けられ、燃料タンクの内部と外部とを連通する通路20及び通路に設けられた弁座16を有する筒状のケーシング6と、ケーシングの通路内に上下方向に変位可能に支持され、通路内に流入する燃料から浮力を受けて上下動し、上方に移動したときに弁座に着座して通路を閉塞するフロート7とを有し、フロートは、単一の結晶性熱可塑性樹脂から成形され、径方向において、外周面部33、内周面部34及び外周面部と内周面部との間の中間部35を有する円筒部22を有し、外周面部及び内周面部のそれぞれは、径方向に配向した結晶性熱可塑性樹脂の結晶部を中間部よりも多く含むことを特徴とする。
(もっと読む)
アルミ基材及びアルミ樹脂接合体の製造方法
【課題】アルミ基材と樹脂成形体との間において優れた接合強度を有するアルミ樹脂接合体の製造方法を提供する。
【解決手段】アルミニウム又はアルミニウム合金からなるアルミ基材の表面の一部又は全面を、塩化銅を含有する塩化銅水溶液でエッチング処理し、次いで、水酸化アルカリ水溶液を用いてアルカリ処理し、その後、酸水溶液を用いて酸処理して、このアルミ基材の表面に凹凸構造が形成された表面処理済アルミ基材、及びこれに樹脂成形体を接合させたアルミ樹脂接合体を製造する方法である。
(もっと読む)
エンジン排気ガス添加剤貯蔵システム

【課題】ベースプレートがタンクの上壁に配置されている既存の添加剤貯蔵タンクの有する数多くの不利益を少なくとも軽減する、新しいエンジン排気ガス添加剤貯蔵システムを提供する。
【解決手段】内燃機関排気ガス液体添加剤を貯蔵するためのシステムであって、添加剤を貯蔵するためのタンク、及びタンクの底壁に形成された開口を介して配置された「液中」のベースプレート(1)を含み、前記ベースプレートは少なくとも1つのオリフィスを含み、排気ガス中に前記添加剤を噴射するためのシステムが、該オリフィスを介して液体供給されることが可能であり、またベースプレート(1)には、貯蔵システム及び/又は噴射システムの少なくとも1つの他の作動構成部品が組み込まれている、システム。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型
【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
熱可塑性重合体組成物
【課題】ポリオキシメチレン系重合体を含み、ストランド状に溶融押出した際の安定性に優れていて溶融成形性に優れ、しかも、弾性率等の力学物性にも優れる熱可塑性重合体組成物を提供すること。
【解決手段】ポリオキシメチレン系重合体(A)とポリビニルアセタール系重合体(B)とを含む熱可塑性重合体組成物であって、当該ポリビニルアセタール系重合体(B)は、ポリビニルアルコール系重合体(C)が炭素数3以下のアルデヒド(D1)と炭素数4以上のアルデヒド(D2)の両方でアセタール化された構造を有し、ポリオキシメチレン系重合体(A)の質量/ポリビニルアセタール系重合体(B)の質量=10/90〜99/1を満たす、熱可塑性重合体組成物。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(もっと読む)
発泡歯車
【課題】 超臨界流体を発泡剤とした発泡成形技術を用いて射出成形により成形した発泡歯車であって、高い寸法精度を備えるとともに、高強度の発泡歯車を提供する。
【解決手段】 少なくとも熱可塑性樹脂を含有する樹脂組成物に超臨界流体を溶解させ、射出成形して得た発泡歯車であって、上記熱可塑性樹脂のSP値は、16〜29であり、上記発泡歯車は、その発泡倍率が1.05以下であり、かつ、発泡セル径が20μm以下であることを特徴とする発泡歯車。
(もっと読む)
複合成形材料
【課題】 薄物射出成形を可能にするガラス繊維と熱可塑性樹脂との複合成形材料を提供する。
【解決手段】 ガラス繊維と熱可塑性樹脂との複合成形材料であって、前記ガラス繊維がガラス短繊維である。ガラス短繊維は、シランカップリング剤及び/又はフィルムフォーマを含む溶液を噴霧して表面処理される。ガラス短繊維に対する重量百分率は、シランカップリング剤が0.24wt%、フィルムフォーマが2.4wt%である。ガラス短繊維は、平均繊維長が600μmで、繊維径が3.4μmである。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、かつ溶融状態での滞留変色性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数が12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
脂肪族アルコールと脂肪酸のエステル(V)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III)と脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15であり、前記軽質炭酸カルシウム(II)に対する前記脂肪族アルコールと脂肪酸のエステル(V)の質量比(V)/(II)が0.03〜0.15である、ポリアセタール樹脂組成物。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、且つ、高温下における対金属摺動性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15である、ポリアセタール樹脂組成物。
(もっと読む)
粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化溶融Zn−Al−Mg合金めっき鋼板を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は5〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.01μm以上で、かつめっき層の膜厚に対する平均深さの割合が80%以下のピットを複数形成する。
(もっと読む)
複合材料物品の製造方法
【課題】多成分射出成形法により製造され、熱可塑性エラストマーからなる機能性素子がその上に直接成形されたポリアセタールからの複合材料物品を提供する。
【解決手段】1種以上の熱可塑性加工適性エラストマー(成分b)からなる機能性素子がその上に直接成形されたポリアセタール(成分a)から複合材料物品を製造する方法であって、成分aとbが異なる硬さをもち、第1工程で、硬さが大きい方の材料(成分a)をまず型内で予備成形し、冷却して型から取り出し、次いでより大きい他のキャビティに装入するか、又は部分的に型から取り出し、次いで最初の型の一部と共により大きなキャビティに移し、又は型から取り出さずに同じ型内に残し、型を可動性装置により拡大し、第2工程で、この材料に硬さが小さい方の材料(成分b)を重ね成形し、成分a)から形成された成形品をこの材料に強固に接着し、複合材料物品として型から取り出す方法。
(もっと読む)
射出成形歯車
【課題】ポリアミド等を用いた繊維強化材料に比べて、優れた作動耐久性及び静音性を保持できる、非繊維強化樹脂としてのポリアセタールホモポリマーを射出成形してなる射出成形歯車を提供する。
【解決手段】径方向外側に形成された歯部を有するリムと、前記リムの径方向内側に同心円状に配置されたボスと、前記リムの内周部及び前記ボスの外周部に接続し、且つ前記ボスの径方向外側に同心円状に配置されたウェブと、を有する射出成形歯車であって、前記ウェブの厚さに対する前記リムの高さの比率が3以上であり、及び前記リムの高さは10mm以上100mm以下であり、並びに非繊維強化樹脂として、メルトフローレート(MFR)が1.5〜8.0g/10分であるポリアセタールホモポリマーを射出成形してなる、射出成形歯車である。
(もっと読む)
樹脂成形品及びチェーン
【課題】成形性が良好であり、摺動性向上剤の添加量を多くし、複数の摺動性向上剤を配合することができ、良好な摺動特性を有する樹脂成形品、及び該樹脂成形品を用いたチェーンを提供する。
【解決手段】本発明の樹脂成形品は、ポリアセタール樹脂及び/又はポリアミド樹脂を含むベース樹脂に、ポリオレフィン樹脂と、脂肪酸エステル及び/又は脂肪酸アミド、並びにシリコーンポリマーを含む摺動性向上剤とを配合してなる樹脂組成物を成形して得られる。前記樹脂組成物は、前記摺動性向上剤を、前記ベース樹脂及びポリオレフィン樹脂の合計100質量部に対し1.5質量部以上20質量部以下含む。
(もっと読む)
ジェッティング現象の発生の有無を判定する方法
【課題】最適な成形条件を決定するために、ジェッティング現象の発生の有無を正確に判定する方法を提供する。
【解決手段】複数の成形条件での、前記プラスチック成形用金型のキャビティ内の所定の位置における前記溶融樹脂材料のせん断応力を流動解析により算出するせん断応力導出工程と、それぞれの前記成形条件で前記樹脂材料を実際に射出成形しジェッティング現象の発生の有無を確認する確認工程と、前記確認工程の結果から、ジェッティング現象が発生する場合のせん断応力の最小値と、ジェッティング現象が発生しない場合のせん断応力の最大値と、の間のせん断応力を、ジェッティング現象の発生の有無を判定するための閾値として求める閾値導出工程と、を備える方法で判定する。
(もっと読む)
1 - 20 / 60
[ Back to top ]