
Fターム[4F206AA25]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリエステル(←PET) (552) | ポリブチレンテレフタレート(PBT) (99)
Fターム[4F206AA25]に分類される特許
1 - 20 / 99
電動パワーステアリング装置
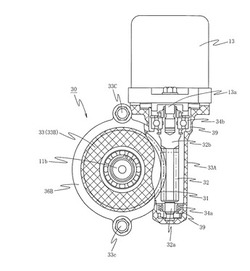
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
アルミニウム−樹脂複合体の製造方法

【課題】接着剤を使用せずにアルミニウムと樹脂組成物の密着性を向上できる上、廃液処理が容易なアルミニウム−樹脂複合体の製造方法を提供する。
【解決手段】本発明のアルミニウム−樹脂複合体の製造方法では、アルミニウム製部品の表面をエッチング剤によって粗化処理する粗化工程と、前記粗化処理した表面に樹脂組成物を付着させる付着工程とを実施する。前記エッチング剤は、両性金属イオンと酸化剤とアルカリ源とを含むアルカリ系エッチング剤、並びに第二鉄イオン及び第二銅イオンの少なくとも一方と酸とを含む酸系エッチング剤から選ばれる一種以上である。
(もっと読む)
高熱伝導性成形体の製造方法
【課題】熱伝導性に優れた無機物含有熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂、前駆体であるポリアミド酸を脱水剤とイミド化促進剤を用い
てイミド化して作製される芳香族ポリイミドフィルムを2500℃以上の温度で熱処理し
て得られる、単体での面方向熱伝導率が500W/mK以上の高熱伝導性グラファイト、
を少なくとも含有し、5W/mK以上の熱伝導率を有することを特徴とする、高熱伝導性
熱可塑性樹脂組成物。グラファイトの原料となる芳香族ポリイミドフィルムには、複屈折
0.08以上かつ厚み100μm以下のものを用いるのが好ましく、高熱伝導性グラファ
イトには、線膨張係数0ppm以下、厚み50μm以下、弾性率1GPa以上のものを用
いるのが好ましい。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
複写機内部部品
【課題】本発明の課題は、複写機部品に代表される、紙が成形品表面を通る部品として、耐熱性及び剛性に優れ、かつ室温から高温までの使用環境下において、トナー融着や紙こすれによる紙詰まりを起こさない表面平滑性、及び光沢性に優れた部品及び該成形品の製法を提供することを課題とする。
【解決手段】芳香族ポリエステル(A)10〜75質量部、スチレン系樹脂(B)90〜25質量部、(A)+(B)100質量部に対し、繊維状充填材(C)5〜50質量部、及びレーザー回折式粒度分布測定による体積基準メディアン径20μm以下の微細充填材(D)0.1〜30質量部を含む複写機内部部品であって、曲げ弾性率が5GPa以上、23℃における平均表面粗さRaが15μm未満かつ、120℃で2時間加熱した後の平均表面粗さRaが30μm未満である上記複写機内部部品。
(もっと読む)
熱伝導性ポリアルキレンテレフタレート樹脂組成物および成形体
【課題】
熱伝導性に優れ、かつUL−94規格を満たす難燃性とJEL801規格を満たす高いグローワイヤー特性の双方に優れた、熱伝導性ポリアルキレンテレフタレート樹脂組成物、およびこれを成形してなる成形体を提供する。
【解決手段】
下記(A)〜(E)成分を含むことを特徴とするポリアルキレンテレフタレート樹脂組成物。
(A)以下の特徴を有する、ポリアルキレンテレフタレート樹脂:100質量部
70モル%以上がテレフタル酸であり且つ水素添加ダイマー酸成分を5〜12モル%含有する酸成分と、70モル%以上が1,4−ブタンジオールであるアルコール成分からなる共重合ポリブチレンテレフタレートを51〜100質量部含む、ポリアルキレンテレフタレート樹脂
(B)窒化硼素及び/又は珪酸マグネシウム塩:50〜200質量部
(C)臭素系難燃剤:5〜60質量部
(D)アンチモン化合物:5〜20質量部
(E)繊維状充填材:20〜100質量部
(もっと読む)
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(もっと読む)
射出成形方法
【課題】複数の発泡成形部材を異なる発泡倍率で同時に成形することのできる射出成形方法を提供する。
【解決手段】各キャビティ46,48を形成する金型56と、各キャビティ46,48に樹脂を誘導するホットランナー58と、ホットランナー58の各ゲート58b,58cをそれぞれ開閉する各ゲートバルブ60,61と、第1キャビティ46における樹脂の射出圧力を検出する樹脂圧センサ67と、両ゲートバルブ60,61の開閉を制御する制御装置70とを備える射出成形装置50を用いる。樹脂の射出充填時において、制御装置70は、樹脂圧センサ67が検出する第1キャビティ46の樹脂の射出圧力が規定圧力に達したときに、第1ゲートバルブ60を閉じて第1キャビティ46の樹脂に対する保圧の印加を制限する。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物及びこれを用いた樹脂成形品
【課題】 流動性が高く成形性に優れ、且つ、得られる樹脂成形品は靭性、耐衝撃性、耐ヒートショック性等の物理物性に優れ、更には熱安定性や耐加水分解性にも優れた樹脂成形品を提供可能な、ポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】 (A)ポリブチレンテレフタレート系樹脂100質量部に対して、(B)グリシジル基及び/又はカルボン酸誘導体末端を有するエラストマー2〜50質量部、(C)鎖状ポリエステルオリゴマー0.01〜10質量部を含有するポリブチレンテレフタレート樹脂組成物、及びこの樹脂組成物を用いた樹脂成形品。
(もっと読む)
金型、射出成形による熱可塑性樹脂封止電子基板の製造方法、及び熱可塑性樹脂封止電子基板
【課題】熱可塑性樹脂を用いる射出成形により電子基板を封止する際の、電子基板の変形、及び充填不良の発生を抑制できる金型、当該金型を用いる電子基板の封止方法、及び当該金型を用いる電子基板の封止方法により製造される熱可塑性樹脂封止電子基板を提供すること。
【解決手段】a)電子基板の前面側に設けられたゲート、b)電子基板の背面に誘導部を形成するための凹部I、c)ゲートと凹部Iとを連通する供給路、電子基板の表面において供給路及び凹部Iと連通される、電子基板の表面に誘導部よりも薄肉の被覆部を形成するための凹部II、及び、e)電子基板の背面側に設けられ、電子基板の背面に当接及び離間可能であり、電子基板の背面に当接して電子基板を支持する支持体を備える金型を用いて、電子基板を、熱可塑性樹脂を用いる射出成形により封止する。
(もっと読む)
金属樹脂複合体及びその製造方法
【課題】耐候性に優れた金属樹脂複合体の提供
【解決手段】珪素含有アルミニウム合金51の表面に、輪郭曲線要素の平均長さ(RSm)が0.8〜10μm、最大高さ(Rz)が0.2〜5μmであるミクロンオーダーの粗度を生じさせ、10〜300nm周期の超微細凹凸を形成し、過マンガン酸カリを含む化成処理液に浸漬して化成処理層を形成し、その表面にポリフェニレンサルファイド又はポリブチレンテレフタレートを主成分として含む樹脂組成物53を射出して一体化する。
(もっと読む)
複合成形体、複合成形体の製造方法及びインモールドラベル
【課題】製造コストをほとんど増大させず、且つ生産性をほとんど低下させずに、薄い形状の成形体に由来する薄層と樹脂組成物に由来する成形体層との密着性を改善する技術を提供する。
【解決手段】結晶性熱可塑性樹脂薄肉成形体に由来の薄層と、溶融樹脂組成物に由来の成形体層との境界付近に、互いの材料が溶け合い、結晶状態となる混合層が形成される条件で製造する。例えば、金型の内表面の少なくとも一部に断熱層が形成された金型の内部に、結晶性熱可塑性樹脂薄肉成形体を配置し、結晶性樹脂を含む溶融樹脂組成物を流し込む成形工程を備える方法で製造する。この製造方法において、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の一部が断熱層と重なるように配置し、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の相対結晶化度が60%以下のものを使用する。
(もっと読む)
薄肉成形用ポリエステルブロック共重合体樹脂組成物及び成形体
【課題】薄肉成形に適した高度な成形加工性を有しながらも、低温における耐久性に優れ、さらには環境変化に対しても安定した特性を維持できるポリエステルブロック共重合体樹脂組成物及び成形体を提供する。
【解決手段】ポリエステルブロック共重合体(A)50〜80重量%と、硬質樹脂(B)20〜50重量%とからなる樹脂組成物100重量部に対して、さらに相溶化剤(C)を0.1〜20重量部配合してなる樹脂組成物であって、さらに下記条件(1)〜(3)を全て満たすことを特徴とするポリエステルブロック共重合体樹脂組成物。(1)X<35(I)Y/X>7(II)(式中のXはせん断速度30000sec−1で測定される粘度(Pa・s)を、Yはせん断速度500sec−1で測定される粘度(Pa・s)を示す。)(2)破壊エネルギーが20J以上であること。(3)曲げ弾性率が400MPa以上であること。
(もっと読む)
金属端子をインサートした樹脂複合成形体及びその製造方法
【課題】従来の製造工程のまま、電子回路内部を腐食させる水分や湿気等の外的影響物質の浸入を防ぎ得る、充分な気密性を有する樹脂複合成形体を安価に製造する方法を提供する。
【解決手段】予め金属端子1の板幅側の端部に、樹脂の圧縮応力を生み出す溝形状9を少なくとも1箇所設け、この溝形状9が金属端子1の板幅側端面との交点になす角が、90°より小さい鋭角形状を少なくとも1つ有する形態とすることにより、樹脂2が凝固する際の体積変化の現象を利用して、金属端子1と樹脂2とを溝形状9の内部で部分的に密着させ、気密性を向上させる。
(もっと読む)
射出成形品及びその製造方法
【課題】本発明は、優れる耐摩性及び高強度を有する射出成形品及びその製造方法を提供することを目的とする。
【解決手段】本発明に係る射出成形品は、第一表皮材、中間層及び第二表皮材を備える。前記第一表皮材は軟質層であり、前記中間層はプラスチック層であり、前記第二表皮材は硬質層である。前記第一表皮材及び前記第二表皮材は、一次射出成形によって前記中間層の対向する両面にそれぞれ結合される。
(もっと読む)
粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化溶融Zn−Al−Mg合金めっき鋼板を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は5〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.01μm以上で、かつめっき層の膜厚に対する平均深さの割合が80%以下のピットを複数形成する。
(もっと読む)
導電性ポリカーボネート樹脂組成物およびそれからなる成形品
【課題】安定した帯電・静電気防止性を付与した導電性ポリカーボネート樹脂組成物を提供する。
【解決手段】ポリカーボネート樹脂(A)およびカーボンブラック(B)を必須成分として含む樹脂組成物であって、前記樹脂組成物を射出速度x(mm/sec)で射出成形して得られる平板成形品(90×50×2mm)の表面抵抗率y(Ω/sq)が下記式(1)の関係式を満たすことを特徴とする導電性ポリカーボネート樹脂組成物。log(y)=ax+1・・・・式(1)式中、x、yおよびaはそれぞれ次の範囲の数値を表す。x<100、1≦log(y)≦8、0.01≦a≦0.26。
(もっと読む)
難燃性ポリカーボネート系樹脂組成物及び薄肉成形体
【課題】耐衝撃性及び耐薬品性に優れ、高度な難燃性を有するポリカーボネート系樹脂組成物及び成形体を提供する。
【解決手段】粘度平均分子量18000〜25000のポリカーボネート系樹脂(A)、固有粘度0.6〜0.9のポリブチレンテレフタレート系樹脂(B)、衝撃改良剤(C)、重量平均分子量3000〜30000のハロゲン化ポリマー系難燃剤(D)、アンチモン化合物(E)及びエステル交換防止剤(F)を含む樹脂組成物において、前記ポリカーボネート系樹脂(A)と前記ポリブチレンテレフタレート系樹脂(B)との割合(重量比)を、前者/後者=70/30〜90/10とし、前記ポリカーボネート系樹脂(A)及び前記ポリブチレンテレフタレート系樹脂(B)の合計100重量部に対して、衝撃改良剤(C)3〜9重量部、ハロゲン化ポリマー系難燃剤(D)10〜20重量部、アンチモン化合物(E)2〜10重量部、エステル交換防止剤(F)0.01〜0.5重量部を含有させる。
(もっと読む)
1 - 20 / 99
[ Back to top ]