
Fターム[4F206AA31]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリウレタン (96)
Fターム[4F206AA31]に分類される特許
1 - 20 / 96
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
ボタン機能を備えたファンクショナルユニット

【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
樹脂成形体の化粧料及び化粧フィルム並びに樹脂成形体及び表面改質方法
【課題】指の引っ掛かりがなく、かつしっとりしたソフトタッチ感(スウェード調)を樹脂成形体に簡便に付与できる化粧料を提供する。
【解決手段】熱可塑性ポリウレタンエラストマー、ポリウレタン粒子及びウレタン(メタ)アクリレートを含む化粧料を調製する。前記ポリウレタン粒子は、架橋ポリウレタンで形成され、1MPa以下の10%圧縮強度及び50%以上の変形回復率を有していてもよい。前記ウレタン(メタ)アクリレートと前記熱可塑性ポリウレタンエラストマーとの割合(重量比)が、前者/後者=1/90〜70/30であってもよい。この化粧料は、基材の上に塗布した後に硬化して化粧フィルムとしてもよい。この化粧フィルムは、樹脂成形体の表面を改質するために用いられる。
(もっと読む)
発泡合成樹脂成形体及びその製造方法

【課題】成形体本体による埋設部材の保持力を十分に高くすることが可能な発泡合成樹脂成形体と、この発泡合成樹脂成形体の製造方法とを提供する。
【解決手段】発泡合成樹脂成形体1は、発泡合成樹脂よりなる成形体本体2と、該成形体本体2に埋設された埋設部材10とを備えている。埋設部材10に貫通孔11が設けられており、該貫通孔11内に発泡合成樹脂が入り込んでいる。埋設部材10は、一部10aが成形体本体2の外部に露出した露出部となっており、他部が該成形体本体2の内部に埋没した非露出部となっている。貫通孔11の端部は、それぞれ、該非露出部に配置されている。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】非充填部を有する発泡樹脂成形品を製造する際の発泡樹脂の充填不良を防止する。
【解決手段】表皮13を第1型の成形面にセットするとともに、外周に発泡樹脂の案内面19aを有する環状シール部19が突設された基材9を、上流側案内面部19bが発泡樹脂の流入方向Iに向かって互いに離れるように傾斜し、かつ下流側案内面部19cが流入方向に向かって互いに接近するように傾斜する状態で第2型の成形面にセットして型閉めすることにより、基材9の環状シール部19先端を表皮13の裏面に圧接させて、基材9の環状シール部19の外側で基材9と表皮13との間にキャビティを形成し、キャビティに連通したゲートから溶融状態の発泡樹脂をキャビティ内に射出して、環状シール部19で分岐させて上流側案内面部19bに沿って互いに離れる方向に案内した後に下流側案内面部19cに沿って合流するように案内することでキャビティ内に充填する。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
発光ユニット
【課題】より簡便な構成で、信頼性のより高い発光ユニットを提供する。
【解決手段】一端10a側に設けられた光学レンズ部1aと他端10b側に設けられた窪み部1bとを備え透光性材料により一体に形成されたユニットボディ1と、該ユニットボディ1の窪み部1b内に収納され光学レンズ部1aを介して光を放出させる固体発光素子たるLED2を備えた実装基板3と、LED2と電気的に接続され窪み部1b内から導出された電線4と、ユニットボディ1の窪み部1b内に収納された実装基板3と電線4の一部とを窪み部1b内に封止する封止樹脂部5とを有する発光ユニット10であって、封止樹脂部5は、他端10b側から実装基板3側に向かって落ち窪んだ複数個の凹部5a,5bを有する。
(もっと読む)
モール成形用金型および該金型を用いた装飾モール付きガラスの製造方法
【課題】磁力発生装置を用いて金属モールを金型に固定する場合、金型表面に段差が生じ、金型と金属モールとの接触部分に歪みが発生する問題があった。
【解決手段】ガラス板の周縁部に金属モールを被着させるモール成形用金型において、ガラス板を支持すると共にガラス板の周縁部に形成する樹脂モールの上部面、下部面をそれぞれ形成させる上部金型、下部金型を含む成形金型と、前記下部金型の凹状面内の金属モールの当接面に設けた複数の各穿孔部に内接する非磁性の筒状の介装部材内に設け、金属モールをモール固定部材の頂部の磁力で保持するモール固定手段と、該モール固定手段に磁力を付与する磁力発生装置と、からなり、前記磁力発生装置の熱膨張により前記モール固定部材の頂部上端が、前記下部金型の凹状面から突出しないように、モール固定部材の鍔部の外径を穿孔部の内径より大径としたことを特徴とするモール成形用金型。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
発泡ポリウレタンおよびその製造方法、ならびに発泡ポリウレタンで構成された自動車用防振部材
【課題】耐ヘタリ性に優れ、ボイドを実質的に含まない発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成された自動車用防振部材を提供すること。
【解決手段】溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる発泡ポリウレタンにおいて、熱可塑性ポリウレタン組成物として、熱可塑性ポリウレタンと、イソシアネート末端プレポリマーと、シリコン系界面活性剤と、を含有するものを使用する。
(もっと読む)
回転速度検出装置付き車輪用軸受装置
【課題】 回転速度検出装置のセンサを高精度に位置決めおよび固定し、さらにセンサを保護すると共にセンサとセンサホルダとの気密性を確保することができる回転速度検出装置付き車輪用軸受装置を提供する。
【解決手段】 エンコーダ20と、エンコーダ20に対向して外方部材1の端部に嵌合状態に取付けられたセンサホルダ22と、センサホルダ22のうちエンコーダ20に対向する面に設けた孔haに嵌合固定され、エンコーダ20と隙間を介し対向してエンコーダ20を検出するセンサ21と、センサ21よりもインボード側に位置する密封装置24とを設け、センサ21が、ホットメルト型の樹脂を用いたホットメルトモールディングによりセンサホルダ22に一体モールドされ、センサホルダ22およびセンサ21を挟む両面の樹脂が、センサホルダ22に設けた孔haを介して繋がっている。
(もっと読む)
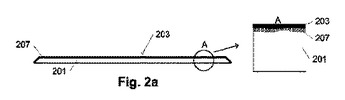
プリントを備える人間工学マット及びそのようなマットを作製する方法
直立作業姿勢にある人のための支持体としてのマットであり、マットは弾性ベース部分(201)を含み、更に、箔の頂層(203)が弾性ベース部分と少なくとも部分的に一体化され、プリントが箔の上に印刷される。本発明はそのようなマットを作製するための方法にも関する。
 (もっと読む)
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 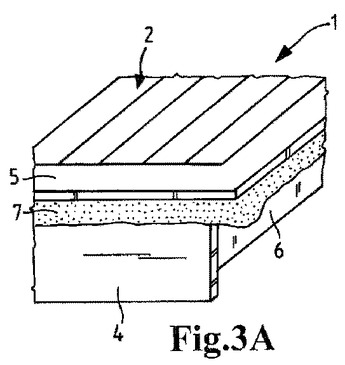 (もっと読む)
(もっと読む)
軟質熱可塑性ポリウレタンからなるポリウレタン
熱可塑性ポリウレタンと、熱可塑性ポリウレタンに加えられた官能価が2より大きく10未満であるイソシアネート濃縮物とからなるポリウレタンPU−Eであって、該熱可塑性ポリウレタンの硬質相含量が0〜5%であり、イソシアネート濃縮物が該ポリウレタンに対して少なくとも2重量%の量で加えられていることを特徴とするポリウレタン。 (もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 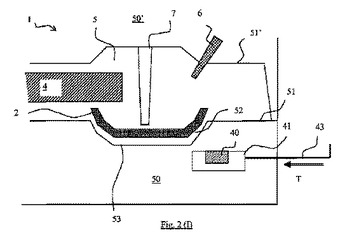 (もっと読む)
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 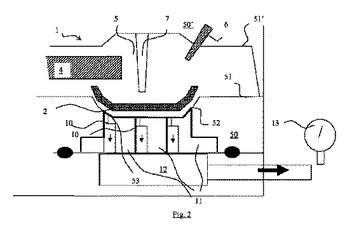 (もっと読む)
(もっと読む)
ブルームする傾向が低下した熱可塑性ポリウレタン
本発明は、(1)ヒドロキシル末端化ポリエステル中間体、(2)ポリイソシアネート、および(3)グリコール鎖伸長剤の反応生成物から構成される熱可塑性ポリウレタンを開示し;ここで上記ヒドロキシル末端化ポリエステル中間体は、1,3−プロピレングリコールおよびジカルボン酸から誘導される反復ユニットから構成され;ここで上記ヒドロキシル末端化ポリエステル中間体は、数平均分子量500〜10,000を有し;そしてここで上記熱可塑性ポリウレタンは、上記ポリイソシアネートおよび上記グリコール鎖伸長剤の反応生成物である硬質セグメントを含む。この熱可塑性ポリウレタンは、大いに減少したブルームする傾向を有するという点で独特である。これは、ブルーミングが、上記熱可塑性ポリウレタンを含む物品を外見において濁らせるもしくは曇らせるので、高い透明性が求められる応用において非常に望ましい。 (もっと読む)
ウレタン製マウント部材の製造方法、およびウレタン製マウント部材
【課題】優れた耐久性を有するウレタン製マウント部材の製造方法、およびウレタン製マウント部材を提供すること。
【解決手段】ウレタン製マウント部材の製造方法において、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含むものとし、溶解工程での非反応性ガス溶解熱可塑性ポリウレタン組成物を160〜240℃の範囲内とし、射出成形工程での金型温度を20〜50℃の範囲内とする。
(もっと読む)
1 - 20 / 96
[ Back to top ]