
Fターム[4F206AB03]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 架橋剤、加硫剤、硬化剤 (87)
Fターム[4F206AB03]に分類される特許
21 - 40 / 87
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
モールド金型

【課題】金型ランナゲートの形態を工夫することで、成形品質の向上が期待できるモールド金型を提供する。
【解決手段】基板実装された複数の半導体素子10を一括してモールドする金型キャビティ8が形成された当該金型キャビティエリア内にキャビティ内ランナゲート12が刻設されており、当該キャビティ内ランナゲート12は金型カル11側から金型キャビティ8の反対側の対向辺8aに向かうにしたがって段階的に溝深さが金型キャビティ8の深さに近づくように刻設されている。
(もっと読む)
エラストマー製品の製造装置及びエラストマー製品の製造方法
【課題】加硫原料の廃棄物量が低減されるリング形の加硫エラストマー製品の製造のための装置および方法を提供する。
【解決手段】リング形の加硫エラストマー製品2の製造方法において、製造するエラストマー製品2の原料が少なくとも1つのノズルユニット5を介して成形金型3の少なくとも1つのキャビティ4に供給される方法であって、ノズルユニット5がキャビティ4内への原料の供給の終了後に熱的に成形金型3から分離されることを特徴とする。
(もっと読む)
高温特性を向上させるための水素化されているゴム等級品
本発明は、20℃〜100℃の温度において圧縮抵抗を有していること、およびスチレン−ブタジエンの水素化されているブロック共重合体を含んでいることを特徴とする熱可塑性エラストマー組成物、ならびに当該組成物を形成している上記ブロック共重合体に関する。さらに、本発明は、上述した組成物を成形するか、または押出しすることによって得られた生成物に関する。 (もっと読む)
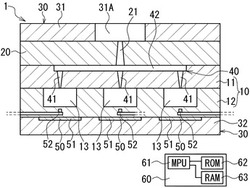
架橋された射出成形品の作製方法
A.1.シラン官能化ポリエチレン、2.湿気供給源、例えば湿気を含有する充填剤(湿気供給源は、アルコールを除く)、および3.縮合触媒を含む湿気硬化性組成物を形成するステップと、B.組成物を金型内に射出するステップと、C.1.湿気供給源から湿気を放出し、2.組成物を部分的に硬化するのに十分な条件に組成物を曝すステップと、D.部分的に硬化した組成物を金型から取り出すステップと、E.金型の外で組成物の硬化を継続するステップとを含む、プラスチック物品を作製するための射出成形方法。この方法は、ワイヤーおよびケーブルのエラストマーコネクタなどの厚肉部品の製造に特に適している。 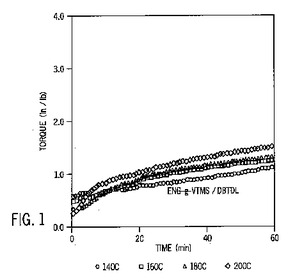 (もっと読む)
(もっと読む)
熱硬化性樹脂のプロセッシングウィンドウを延長するプロセス
粒子状硬化剤を含有する熱硬化性樹脂のためのプロセッシングウィンドウは、樹脂を熱処理してその中に粒子が溶解されている低粘度の樹脂混合物を形成し、次に、低粘度の樹脂混合物を粒子の溶解温度を下回る温度で成形し繊維プリフォームに注入するという、組み合わされたステップを用いることで延長される。注入された樹脂プリフォームは、樹脂の硬化温度まで加熱され、最終的な樹脂の硬化が得られる。 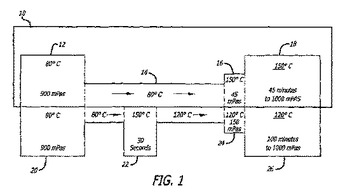 (もっと読む)
(もっと読む)
半導体装置の製造方法
【課題】モールド金型のキャビティ内で硬化した樹脂封止体を破損させることなく、キャビティから取り出すことのできる技術を提供する。
【解決手段】モールド金型のキャビティ内にある樹脂封止体12cを下金型3から離型するときに、まず、下型エジェクタピン5aにより樹脂封止体12cを、その厚さの、例えば1〜2割程度押し上げた後、プランジャ14を上昇させる。次に、プランジャ14によりカル内の樹脂封止体12cを押し上げることにより樹脂封止体12cの全体を斜めに押し上げて、下型エジェクタピン5aの先端部から剥離する。
(もっと読む)
防振装置の製造方法
【課題】樹脂金型の構造を簡素化しつつ、耐久性に優れた防振装置を製造することができる防振装置の製造方法を提供すること。
【解決手段】ゴム加硫成形品M1が設置された樹脂金型の射出空間S内へ樹脂材料を射出し、ブラケット部材を防振基体12の外周側に連結する。この場合、ゴム状弾性体から構成されるゴム中型部材103,104がすぐり部13,14に内挿されているので、防振基体12の一部がすぐり部13,14内へ陥没して変形することを抑制できる。よって、中型用のスライド構造を不要として、樹脂金型の構造を簡素化できる。また、すぐり部13,14の内周面とゴム中型部材103,104の外周面との間に隙間g1,g2を設けたので、樹脂材料の射出圧力により、防振基体12を縮径方向へ変形させ、予圧縮を付与することができる。よって、耐久性に優れる防振装置を製造することができる。
(もっと読む)
電子部品の樹脂封止用の成形型及び樹脂封止方法
【課題】 流動性樹脂の樹脂圧に起因する基板の変形によって発生する、チップ装着面に装着されたチップの割れ、チップ装着面からのチップのはく離等の問題を抑制する。
【解決手段】 下型17と上型12とからなる電子部品の樹脂封止用の成形型において、下型17の型面に載置された基板1が有する複数の外部電極9に平面的に重ならないようにしてその型面に凸部18を設ける。凸部18は複数の外部電極9の厚さと実質的に等しい厚さを有する。これにより、下型17と上型12とが型締めした状態において流動性樹脂14の樹脂圧が基板1に加えられることに起因して発生する、基板1がチップ非装着面8の側に凸になるような変形を、凸部18が基板1を支えることによって防止する。
(もっと読む)
プレキュアトレッドの製造方法および装置並びにプレキュアトレッド
【課題】加硫時に未加硫トレッド13に付与されている圧力を容易かつ高精度で調節する。
【解決手段】未加硫トレッド13に付与されている圧力を該未加硫トレッド13に直接接触しながら検出する第1、第2検出センサ34、37を加硫金型22内に設け、前記第1、第2検出センサ34、37により検出された圧力に基づき型締め手段25の流体シリンダ40による型締め力を変化させるようにしたので、未加硫トレッド13に加硫金型22から付与されている圧力を容易かつ高精度で所定範囲内に収めることができる。
(もっと読む)
光学レンズ−ホルダー複合体の製造方法、及び光学レンズ−ホルダー複合体
【課題】二色成形により光学レンズ−ホルダー複合体を製造する方法であって、光学レンズとレンズホルダーとの接着に優れ、レンズとレンズホルダー間の隙間やレンズの脱落等が発生しにくいとともに、優れた耐熱性を有する光学レンズ−ホルダー複合体を製造できる方法を提供する。
【解決手段】レンズホルダー3を構成する熱可塑性樹脂と光学レンズ2を構成する熱可塑性樹脂を二色成形する工程、及び、前記工程後、光学レンズ2を構成する熱可塑性樹脂及び/又はレンズホルダー3を構成する熱可塑性樹脂を架橋する工程を有する製造方法により、光学レンズ−ホルダー複合体を製造する。
(もっと読む)
半導体封止装置の製造方法および半導体封止装置
【課題】離型シートを利用して半導体装置を樹脂封止する際に、封止用樹脂成分による金型汚れを抑えることにより、生産性の向上を可能とする半導体封止装置の製造方法およびこれにより得られる外観が良好な半導体封止装置を提供することを目的とする。
【解決手段】成形用金型内の所定位置に配置された半導体装置の被封止面と前記被封止面と対向する前記成形用金型内面に配置された離型シートとの間に、エポキシ樹脂成形材料を注入封止する工程を少なくとも含む半導体封止装置の製造方法であって、前記エポキシ樹脂成形材料として、(A)ビフェニルエポキシ樹脂、(B)軟化点が70℃以上であるフェノールアラルキル樹脂、(C)硬化促進剤および(D)無機質充填剤を必須成分として含有するエポキシ樹脂成形材料を用いることを特徴とする半導体封止装置の製造方法およびこれにより得られる半導体封止装置。
(もっと読む)
液状材料成形用射出成形機及びその制御方法
【課題】 成形中断に伴う射出シリンダ内における成形材料の硬化を確実に防止するとともに、高価な成形材料の無駄を最少限に抑えて無用なコスト上昇を回避し、かつ資源節減にも寄与する。また、稼働効率の向上及び作業遅延を来す不具合を回避する。
【解決手段】 予め、スクリュ3が所定の待機位置Xsから所定の移動ストロークLsだけ前進して成形材料Rの排出を行う材料置換動作Scを所定のインターバル時間Ti間隔で繰り返す中断時制御モードを設けるとともに、成形中断時に、少なくとも射出シリンダ2に供給された成形材料Rが硬化する手前で射出ノズル4から排出されるように移動ストロークLs及びインターバル時間Tiの長さを設定して中断時制御モードによる制御を実行する。
(もっと読む)
成形用金型、及びダイナミックダンパの製造方法
【課題】成形用金型、及びダイナミックダンパの製造方法において、ダイナミックダンパの見栄えを良くすることにある。
【解決手段】ウェイト11及びプレート金具12にゴム弾性体13を加硫一体化成形するための成形用金型20の内面には、ウェイト11の第3及び第4側面11e,11fのウェイト長辺方向中央部に対向する部分に凸部22lがそれぞれ形成されている。
(もっと読む)
フレームレスドアのドアウエザストリップ及びその製造方法
【課題】ガラスシールの損傷を抑止することのできるフレームレスドアのドアウエザストリップ及びその製造方法を提供する。
【解決手段】フレームレスドアの外周に沿って設けられるドアウエザストリップは、ベルトラインに対応して配置される後側の端末部において後型成形部13を備えている。後型成形部13は、ドアガラスの後縁部をシールする横断面略コ字状のガラスシール32を備え、ガラスシール32の内側面には摺動テープ51が貼着されている。また、後型成形部13は、型成形時においてガラスシール32の上縁部から上方に延出する肉余り部52をガラスシール32と一体的に形成し、摺動テープ51をガラスシール32と肉余り部52とにかけて取着し、ガラスシール32と肉余り部52との境界部を切断して、肉余り部52及び摺動部材51のうち肉余り部52に貼着された部位をガラスシール32から除去することにより構成される。
(もっと読む)
電子部品のシール構造
【課題】電子部品本体のシール構造における密着性と硫黄被毒性の問題を解決する。
【解決手段】電子部品本体部品の開口部の周囲の表面に発泡シール材が付着しており、射出成形された樹脂部品が開口部を通過し、電子部品本体の外面側では発泡シール材の表面に当接し、電子部品本体の内面側では電子部品本体の内面に当接しており、射出成形された樹脂部品と電子部品本体の間は発泡シール材で密封されている電子部品のシール構造において、該発泡シール材が極性基含有エラストマー材料と非硫黄系架橋剤との反応物であることを特徴とする電子部品のシール構造。
(もっと読む)
靴底および靴底の製造方法
【課題】外観性を改善させ、コストダウンを達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供する。
【解決手段】あらかじめ少なくとも部分的に架橋成形されたラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を架橋接着することを特徴とする靴底の製造方法およびその製造方法によって得られた靴底に関する。
(もっと読む)
帯電部材の製造方法
【課題】導電性支持体をキャビティに入れ、ゴムを主成分とする材料を充填して導電性支持体に半導線性弾性層を成形する帯電部材の製造方法において、キャビティに材料を充填する時間を遅くすると表面にヘジテーションマークが着くという問題がある。また、キャビティに材料を充填する時間を早くすると反りが大きくなるという問題がある。
【解決手段】キャビティへのゴムを主成分とする材料の充填時間を、キュラストメーターの測定で10%の硬化反応が進行する時間(T10)の60%〜76%(0.60×T10〜0.76×T10)とした。
(もっと読む)
ゴム成型用金型装置及びゴム成型方法
【課題】ゴム成型品の成型において、ゴムの充填不足による成型不良品の発生を効果的に低減できる金型装置を提供する。
【解決手段】金型内部のキャビティに臨んで出没動作する内圧補助部材4を金型に装備する。キャビティに未加硫のゴムが充填された後、この内圧補助部材4を突出方向に動作させてキャビティ内のゴムに内圧を付加することにより、ゴムの充填不足があってもそれを補うことができるようにする。
(もっと読む)
成型体の離型性評価方法及び成型体の製造方法
【課題】連続成型を行いながら離型性を評価することができる成型体の離型性評価方法及び成形用金型からの離型性が良好で、支障なく連続成形を行うことができる成型体の製造方法を提供する。
【解決手段】成型用樹脂組成物を金属板2上でトランスファー成型し、得られた成型体1を前記金属板から剥離して、前記成型体の表面自由エネルギーを測定し、表面自由エネルギーが10mJ/m2以上30mJ/m2以下の場合を離型性良好と判断する成型体の離型性評価方法。
(もっと読む)
21 - 40 / 87
[ Back to top ]