
Fターム[4F206AB04]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 重合開始剤(←ラジカル発生剤) (34)
Fターム[4F206AB04]に分類される特許
1 - 20 / 34
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】 (もっと読む)
(もっと読む)
非球状ポリマー粒子を用いた射出成形品及び成形方法
【課題】 懸濁重合で得られたポリマー粒子をそのまま射出成形機に供することができ、しかも射出成形機のスクリューに樹脂が食い込み、かつ射出成形機において安定した射出ができるポリマー粒子とその製造方法を提供する。
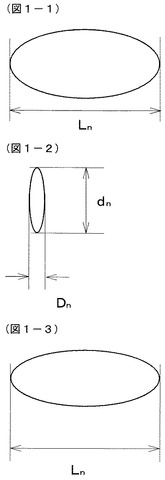
【解決手段】 重合性単量体を、重合開始剤と、難水溶性リン酸塩と、水溶性亜硫酸塩および/または水溶性過硫酸塩の存在下、水性媒体中で懸濁重合し、重合転化率が50〜80%の時点でアニオン系活性剤を添加してなるポリマー粒子であって、
前記粒子の長軸方向と直交する方向からそれぞれ光を照射して得られる投影二次元図の長径(L)と短径(D)との比(L/D)が1.3以上であり、平均粒子径が300μm以上であるポリマー粒子を、加熱溶融した後、射出成形機で所定の形状に成形する。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 射出圧低減効果をもたらし、またシリンダ内での溶融樹脂中からのガス抜けが原因で発生するセル荒れを防止し、発泡層が均一微細で、かつ高発泡倍率を有する射出発泡成形体の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂と化学発泡剤をシリンダにて溶融混練して得られる発泡性ポリプロピレン系樹脂組成物を射出成形機へ供給し、金型内に射出して発泡させ、ポリプロピレン系樹脂射出発泡成形体を製造する方法において、シリンダ先端部の温度を210℃以上とし、シリンダ後部の温度を、化学発泡剤の最大ガス発生量を示す温度−10℃以上化学発泡剤の最大ガス発生量を示す温度+20℃以下とすることを特徴とするポリプロピレン系樹脂射出発泡成形体の製造方法。
(もっと読む)
架橋された射出成形品の作製方法
A.1.シラン官能化ポリエチレン、2.湿気供給源、例えば湿気を含有する充填剤(湿気供給源は、アルコールを除く)、および3.縮合触媒を含む湿気硬化性組成物を形成するステップと、B.組成物を金型内に射出するステップと、C.1.湿気供給源から湿気を放出し、2.組成物を部分的に硬化するのに十分な条件に組成物を曝すステップと、D.部分的に硬化した組成物を金型から取り出すステップと、E.金型の外で組成物の硬化を継続するステップとを含む、プラスチック物品を作製するための射出成形方法。この方法は、ワイヤーおよびケーブルのエラストマーコネクタなどの厚肉部品の製造に特に適している。  (もっと読む)
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
眼用レンズの製造方法および眼用レンズの製造装置

【課題】優れた形状精度で目的とする眼用レンズをモールド成形することの出来る、新規な眼用レンズの製造方法を提供すること。
【解決手段】レンズ後面を成形する雄型16とレンズ前面を成形する雌型14とを互いに重ね合わせて、それら雄型16と雌型14の対向面間に成形キャビティ18を形成し、該成形キャビティ18に重合性モノマー40を充填して重合することにより眼用レンズを成形するに際して、該成形キャビティ18の外周部分よりも先に中央部分において該重合性モノマー40を重合させるようにした。
(もっと読む)
高分子成形用配合液、高分子成形体、及び複合高分子成形体
【課題】熱膨張性マイクロカプセルや充填剤の分散不良、及びそれらの成分を配合することによる粘度増加の問題がなく、成形時に充分な型への充填性を示す高分子成形用配合液、剛性や寸法安定性に優れ、軽量な高分子成形体、並びに該成形体を用いてなる複合高分子成形体を提供すること。
【解決手段】基材原料、充填剤、熱膨張性マイクロカプセル、および金属塩分散剤を含有する高分子成形用配合液、当該配合液を用いてなる高分子成形体、並びに該成形体を用いてなる複合高分子成形体。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
光硬化性フィルムおよび成形品の製造方法
【課題】表面粘着性が低減されており保存安定性および印刷適合性などに優れ、かつ、成形性にも優れる光硬化性フィルム、およびこの光硬化性フィルムを用いた成形品の製造方法を提供すること。
【解決手段】光硬化性樹脂組成物層(A)および基材フィルム層(B)を少なくとも有する光硬化性フィルムであって;この光硬化性樹脂組成物層(A)は、重量平均分子量が100000〜150000であり、ガラス転移温度が70〜100℃である、アクリル樹脂(a)、および光重合性多官能モノマー(b)を含み;但しこのアクリル樹脂(a)は、(メタ)アクリロイル基を含まないことを条件とし、および;このアクリル樹脂(a)およびこの光重合性多官能モノマー(b)の重量比(a)/(b)は83/17〜52/48である;光硬化性フィルム。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、長期に渡って耐候安定性が良好な射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体を提供すること。
【解決手段】(A)歪み硬化性を示し、かつメルトテンションが2cN以上であるポリプロピレン系樹脂、(B)重量平均分子量(Mw)が700以上であり、分子内に2,2,6,6−テトラメチルピペリジン骨格を有し、2,2,6,6−テトラメチルピペリジン骨格の窒素原子に、水素原子、炭素原子数1以上30以下のアルキル基、ヒドロキシアルキル基、アルコキシ基、ヒドロキシアルコキシ基から選ばれる1以上が結合した構造を有する耐候剤、(C)発泡剤、を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。
(もっと読む)
成形方法
【課題】迅速な成形を可能にし、かつ、形状精度及び屈折率精度の高いレンズを提供することができるレンズの成形方法を提供すること。
【解決手段】第1の射出工程では、成形金型の金型温度T1を、硬化開始剤の1時間半減期に対応する1時間半減期温度Th以上であって、1時間半減期温度Thに30℃加算した温度以下とする。射出工程を以上のような温度条件下で行うことにより、熱硬化性樹脂の硬化が起きない程度の比較的低温でキャビティの充填が可能になる。第2の硬化工程では、成形金型の金型温度T2を、硬化開始剤の1分間半減期に対応する1分間半減期温度Tm及びガラス転移点Tgの少なくとも一方以上とする。
(もっと読む)
反応射出成形用反応原液、反応射出成形方法及び反応射出成形体
【課題】設備的に負担が少なく、また、簡単な配合処方で、成形体内部に気泡のない反応射出成形体を提供する。
【解決手段】ノルボルネン系モノマーを型内で塊状重合させて反応射出成形するための反応原液であって、少なくともノルボルネン系モノマー、非塩基性充填材及び式(1)で表わされるシフ塩基配位メタセシス重合触媒を含有してなることを特徴とする反応射出成形用反応原液(A)。この反応射出成形用反応原液(A)を必須成分とする反応射出成形用配合液を金型内に注入し、金型内で塊状重合を行なう反応射出成形方法。この反応射出成形方法によって得られる反応射出成形体。
【化1】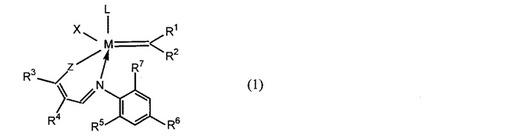 (もっと読む)
(もっと読む)
ポリプロピレン系樹脂組成物
【課題】素地外観、塗装外観品質を向上させた、低線膨張係数で且つ寸法安定性に優れたポリプロピレン系樹脂組成物及びその成形体の提供。
【解決手段】(A)メタロセン触媒を用いて重合され、メルトフローレート(MFR)が1〜100g/10分、融解ピーク温度が121〜150℃であるポリプロピレン樹脂40〜85重量%、
(B)融解ピーク温度が155〜170℃であるプロピレンブロック共重合体14.5〜59.5重量%、及び
(C)炭素繊維0.5〜20重量%
を含有することを特徴とするポリプロピレン系樹脂組成物。
(もっと読む)
減少した堆積物生成を有するグラフトポリマー成形組成物
【課題】 処理の間に熱可塑性組成物からしみ出る添加剤が減少する傾向を示し、そして金型中の堆積物増加が減少する、高い光沢の応用のための熱可塑性グラフトポリマー成形組成物を提供することである。
【解決手段】 成形組成物を特別に作った成分から合成する場合にはそしてある種の相溶性条件に従う場合には、上で述べた要件が満たされる熱可塑性グラフトポリマー成形組成物を提供することができる。
(もっと読む)
熱可塑性ポリメチルメタクリレートペレットの射出成形
熱可塑性ポリメチルメタクリレートペレットおよび装飾用架橋ポリメチルメタクリレート粒子の射出成形では、ポリメタクリレート粒子の少なくとも一部より小さなサイズを有する注入ノズルが使用される。 (もっと読む)
型内被覆成形体及び型内被覆成形体の製造方法
【課題】耐溶剤性、耐擦り傷性、耐久性等に優れた被膜を有する型内被覆成形体を提供すること。
【解決手段】射出成形法等であって、
金型の型締め工程、
キャビティ内で樹脂の成形工程、
キャビティ内へ型内被覆組成物の注入工程、
注入した型内被覆組成物の硬化工程、
型内被覆組成物の硬化後に被覆成形体を取り出す工程
を有する方法で得られる型内被覆成形体において、
型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー、不飽和ポリエステルの少なくとも1種、
(B)該(A)と共重合可能なモノマー、
(C)アリルエステルオリゴマー、
(D)重合開始剤
を有し、かつ
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.5/100〜50/100、
(D)/{(A)+(B)+(C)}=0.1/100〜5/100
である型内被覆成形体。
(もっと読む)
反応射出成形により成形体を被覆するための反応性混合物並びに被覆成形体
本発明は、二重結合少なくとも2個を有する5(メタ)アクリレート少なくとも40質量%を含む、反応射出成形により成形体を被覆するための反応混合物に関し、その際、この反応性混合物は、少なくとも1種の光開始剤及び少なくとも1種の熱開始剤を含む。本発明は更に、ポリメチルメタクリレート、ポリメタクリルメチルイミド、スチレン−アクリロニトリル−コポリマー、スチレン−マレイン酸−コポリマー及びポリメチルメタクリレート−コポリマーから成る群から選択した少なくとも1種のポリマーを含む射出成形法により得られる成形体及び二重結合少なくとも2個を有する(メタ)アクリレートの重合により得られる被覆を含む被覆成形体に関するが、その際、被覆が、格子切断試験により最高で1の接着強さ評価及びASTM1044(12/05)による耐引掻性試験(量500g、サイクル数=100)による20°における光沢の減少最高で10%を有する。  (もっと読む)
(もっと読む)
蛇腹成形品、及びその製造方法
【課題】耐油性及び耐熱性に優れ、自動車・車両、電気・電子機械部品、装置・機械・器具、工業部品、建築等の広い分野で有効に使用され得る蛇腹成形品を提供する。
【解決手段】本発明の蛇腹成形品は、下記に示すグラフト共重合体(A)もしくは下記に示すグラフト化前駆体(B)と、下記に示すアクリル系ゴム(C)と、ポリプロピレン(D)と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の架橋剤と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の共架橋剤を含有する未架橋組成物を溶融混練して架橋構造体としたオレフィン系熱可塑性エラストマーを成形した。
グラフト共重合体(A):耐油性エチレン−プロピレン共重合体セグメントとビニル系共重合体セグメントとからなり、かつ前記二つのセグメントのうち一方が他方に0.01〜1μmの微細な粒子として分散相を形成している
グラフト化前駆体(B):耐油性エチレン−プロピレン共重合体粒子中にビニル系単量体とラジカル重合性有機過酸化物との共重合体が分散した多相構造体である
アクリル系ゴム(C):アリルメタクリレートを含む単量体混合物から形成された
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】 流動性、発泡性に優れ、その射出発泡成形性に影響することなく大型金型による成形が可能な射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる表面性優れた射出発泡成形体を提供すること。
【解決手段】 メルトフローレートが10g/10分以上50g/10分未満、メルトテンションが2cN以上、かつ歪硬化性を示す改質ポリプロピレン系樹脂、ポリオレフィンワックス、発泡剤からなる射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体。
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】本発明の目的は、薄肉射出充填が可能で高発泡倍率であるがために軽量性に優れ、剛性および耐衝撃性のバランスが良好であり、安価に得られる製造方法を提供する。
【解決手段】メルトフローレートが10g/10分以上50g/10分未満、メルトテンションが2cN以上、かつ歪硬化性を示す改質ポリプロピレン系樹脂、および、エチレン−プロピレン共重合体を含んでなりポリプロピレン系樹脂をマトリックスとする、メルトフローレートが0.2g/10分以上30g/10分以下、曲げ弾性率が10MPa以上500MPa以下であるオレフィン系熱可塑性エラストマー、および発泡剤を射出成形機へ供給し、次いで金型内に射出して発泡成形して得られることを特徴とする射出発泡成形体であって、該射出発泡成形体中におけるオレフィン系熱可塑性エラストマーの分散粒子径が、0.1μm以上2μm以下である射出発泡成形体。
(もっと読む)
1 - 20 / 34
[ Back to top ]