
Fターム[4F206AD02]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | 無機物質 (1,090)
Fターム[4F206AD02]の下位に属するFターム
Fターム[4F206AD02]に分類される特許
41 - 52 / 52
摩擦プレート及びその様々な製造方法
自走車両及びトラックの変速機クラッチモジュール摩擦プレート(7)及びその製造方法が提供されるが、これによれば、摩擦プレートは高分子材料から製作され、これは、これに匹敵する鋼材の摩擦プレートより安価であり、また軽量である。 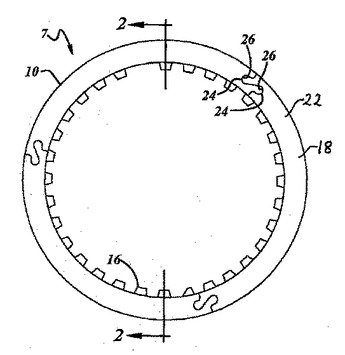 (もっと読む)
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置
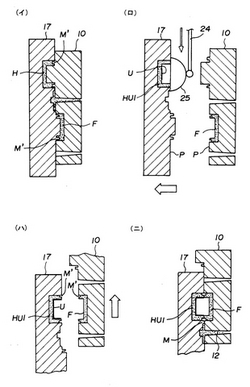
【課題】 蒸着面が汚染されることがなく、在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】可動金型(17)とスライド金型(10)とを使用する。また蒸着用チャンバー(25)の内部にターゲット電極等の蒸着要素が設けられている蒸着装置も使用する。可動金型(17)とスライド金型(10)とにより本体部(H)と蓋体(F)を1次成形する。本体部は可動金型(17)に、蓋体はスライド金型(10)に残った状態で型を開く。可動金型(17)に残っている本体部の内表面を蒸着用チャンバー(25)で覆って金型内で蒸着する。次いで、蒸着された本体部に蓋体が整合するようにスライド金型(10)を駆動する。そして、2次成形用の樹脂を射出して本体部と蓋体とを一体化する。
(もっと読む)
均質な耐候性特徴を有するプラスチックパネル
乗物用ウィンドウの用途のためのプラスチックパネル及び方法が開示されている。当該プラスチックパネルは、基層;第一表面及び第二表面を有する耐候性フィルム層であり、耐候性フィルム層の第一表面が基層に付着している耐候性フィルム層;及び耐候性フィルム層の第二表面に付着している耐磨耗性層を有する。耐磨耗性層は、磨耗により生じる損傷から耐候性フィルム層及び基層を保護するのに有用である。 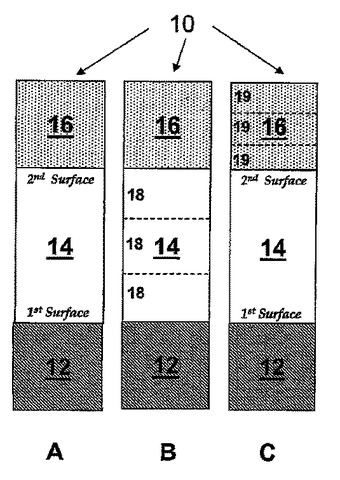 (もっと読む)
(もっと読む)
フィルタの製造方法

【課題】 樹脂材料の流れ・樹脂圧力によって、シート状メッシュ4の外周端縁14がフィルタ枠の表面に露出して、フィルタ枠の成形強度が低下するのを防止する。
【解決手段】 メッシュフィルタの剛性を高めるためのフィルタ枠の樹脂成形時に、樹脂材料の流れ・樹脂圧力によって、シート状メッシュ4の外周端縁14がフィルタ枠の表面に寄ろうとしても、フィルタ枠を樹脂成形するための成形型の上型側に設けられた第1凸部57および下型側に設けられた第2凸部57が、シート状メッシュ4の板厚方向の両側からシート状メッシュ4の外周端縁14を押さえているため、シート状メッシュ4の外周端縁14がフィルタ枠の表面側または裏面側に移動できない。これによって、シート状メッシュ4の外周端縁14がフィルタ枠の表面または裏面に露出するのを防止できるので、フィルタ枠の成形強度が低下することはない。
(もっと読む)
高充填材入り射出成形用ポリアリールエーテルケトン
【課題】PBIの代わりに普通の安価な充填材を用いる、高温での最高の可能な寸法安定性を示しつつ、押出および射出成形機で加工できる範囲の加工溶融粘度をも示すPEEK複合材料の提供。
【解決手段】ポリアリールエーテルケトンマトリックスに2種類の充填材を含める。第一充填材は、高い強度および剛性を与える強化用繊維充填材である。第二充填材は、部分結晶性ポリアリールエーテルケトンポリマーの非晶質部分を不動化しそして耐高温撓み性を与える非熱可塑性不動化用充填材である。
(もっと読む)
超親水性表面を有するプラスチック成型物の製造方法
【課題】疎水性のプラスチックの表面を、超親水性にすることにより、防曇性防汚染性に優れたプラスチック成型物を容易に製造する方法を提供する。
【解決手段】フィルム基材に親水性シリカと光触媒性に富む酸化チタンの膜を形成し、プラスチック表面に圧と熱とでシリカ膜を転写するか、上記フィルムを金型内面に箔送り装置で送り込み、プラスチックを射出成型しシリカ膜を転写することで、超親水性表面を有するプラスチック成型物が得られる。
(もっと読む)
超親水性表面を有するプラスチック成型物の製造方法
【課題】疎水性のプラスチックの表面を、超親水性にすることにより、防曇性防汚染性に優れプラスチック成型物を容易に製造する方法を提供する。
【解決手段】フイルム基材に親水性シリカ膜を形成し、プラスチック表面に圧と熱とでシリカ膜を転写するか、上記フイルムを金型内面に箔送り装置で送り込み、プラスチックを射出成型しシリカ膜を転写することで、超親水性表面を有するプラスチック成型物が得られる。
(もっと読む)
複合成形品および複合成形品の製造方法
【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、安全性に優れたものであり、これらの特性が要求される用途に適した複合成形品および複合成形品の製造方法を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)であって、該シート状強化部材(II)が(a)孔部、(b)切り欠き部、および(c)凹部、からなる群より選ばれた1種以上の形状の部分を有し、該形状部分の加工面の少なくとも一部が樹脂部材(III)で覆われていることを特徴とする複合成形品(I)である。
(もっと読む)
一体化成形品およびその製造方法
【課題】FRP製第一の部材と他の第二の部材とが強固に接着した一体化成形品を提供する。
【解決手段】マトリックス樹脂に多数本の連続したフィラメントからなる強化繊維群が層状に配置された第一の部材と、熱可塑性樹脂組成物(A)からなる第二の部材とが結合されてなる一体化成形品において、第一の部材と第二の部材とが、熱可塑性樹脂組成物(B)を介して接着されており、かつ(A)および(B)を構成する熱可塑性樹脂の溶解度パラメータδ(SP値)の差の絶対値(|δAーδB|)が1.2以下である一体化成形品、およびその製造方法。
(もっと読む)
インモールド成形用導電性フィルム
【課題】 射出成形や型押し成形や真空成形や圧空成形などの成形時に金型内にセットし、インモールド成形後の成形品に帯電防止性能、静電気除去性能、導電性能、電磁波シールド性能を付与するインモールド成形用導電性フィルムを提供する。
【解決手段】 合成樹脂基材1の片面に極細導電繊維3を含んだ導電層2が形成されたフィルムであって、導電層2が、極細導電繊維が凝集することなく分散して互いに接触しているか、或は、1本ずつ分離した状態で、もしくは、複数本集まって束になったものが1束ずつ分離した状態で分散して互いに接触していて、1.0〜5.0の成形倍率でインモールド成形された後の表面抵抗率が100〜1011Ω/□であるインモールド成形用導電性フィルムとする。
(もっと読む)
射出成形研磨物品の作製方法
研磨物品を作製するための方法が開示される。典型的な実施態様は、研磨凝集塊の粒子(10)を研磨物品の型(2)の少なくとも一部(8)に配置する工程と、溶融熱可塑性バインダー樹脂を前記研磨物品の型(2)内に射出する工程と、前記熱可塑性バインダー樹脂を冷却させ、その結果、研磨凝集塊の前記粒子(10)が前記熱可塑性バインダー樹脂中に固定される工程とを含む。 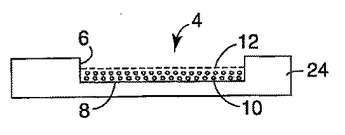 (もっと読む)
(もっと読む)
一体成形回路体の製造方法
【課題】 樹脂成形時に樹脂材と回路体の熱収縮率の相違に起因して回路体が歪んでも、正確に回路体の位置決めを行わせる。
【解決手段】 成形金型31,32に回路体30をセットすると共に樹脂材36を注入して一体成形回路体を得る一体成形回路体の製造方法において、樹脂材の注入時と冷却時に回路体30にテンションをかけておく。回路体30を可動支持具34に係合させ、樹脂材36の注入時の圧力で可動支持具34を移動させることでテンションをかける。成形金型内で回路体をテンションよりも弱い力で固定治具で挟持したり、成形金型内で回路体30を支持突部で支持する。樹脂材36で樹脂体を形成すると共に、樹脂体から回路体30の端子を突出させ、端子の周囲にコネクタハウジングを樹脂体と一体に形成する。
(もっと読む)
41 - 52 / 52
[ Back to top ]