
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
101 - 120 / 1,284
射出成形方法
【課題】基材に対して樹脂部材を射出成形する射出成形方法において、樹脂の射出圧で基材が撓むことに起因するバリの発生を防止する。
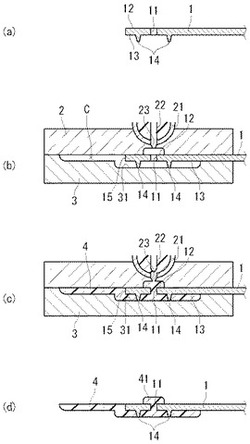
【解決手段】本発明は、板状の基材1の両側から射出側の金型2と受け側の金型3とを基材1に対して挟むようにして接触させて、基材1と射出側の金型2と受け側の金型3とで限られて形成されたキャビティC内に射出側の金型2を通じて溶融樹脂を射出することにより、基材1に対して樹脂部材4を射出成形する射出成形方法であり、溶融樹脂の射出は、基材と受け側の金型との隙間における少なくとも一箇所において基材を受け側の金型に対して支えながら行われる。
(もっと読む)
シリンダ型塗料注入機

【課題】熱硬化性塗料の注入を繰り返し行った場合でもウェアリング及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供すること。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
(もっと読む)
内装材
【課題】内装布帛の設定された雄型体と雌型体の間のキャビティに加熱溶融した合成樹脂を射出して内装基材を内装布帛と一体成形する過程において、内装布帛裏面に裏打ちされた発泡シートの発泡構造が加熱溶融した合成樹脂に破壊されないようにする。
【解決手段】厚み1.0〜7.0mm、嵩密度0.015〜0.050g/cm3 のポリエーテル系ポリウレタン発泡層12と厚み10〜30μmのポリエーテル系ポリウレタン非発泡層13の二層構造発泡シートを媒介層として内装布帛裏面に裏打ちし、非発泡ポリエーテル系ポリウレタンの軟化温度よりも融点が15℃以上低いポリオレフィン系樹脂を通気度10〜150cm3 /cm2 /secの内装布帛20の設定された雄型体と雌型体の間のキャビティに射出し、内装基材を内装布帛と一体成形する。内装布帛には単繊維繊度10dtex以下のポリエステル系繊維を用いる。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
ラベル付きカップ容器
【課題】 本発明は、ラベルの上端部をフランジの一部にまで延設するように外装したラベル付きカップ容器における、ラベルの端面を起点としたフランジの破損を効果的に抑制することを技術的課題とする。
【解決手段】 インサート射出成形により合成樹脂製のカップ容器をインモールドラベルで外装したラベル付きカップ容器において、ラベルは、基材層の内側に接着層を積層し、上端縁に沿って接着層にさらに帯状に第2接着層を積層した層構成を有し、また、ラベルの第2接着層を含む上端部が、カップ容器の側周壁から側周壁とフランジの境界部分である角部を経てフランジの基端部と外周縁の間の所定位置に至る領域を外装するものとし、第2接着層の接着強度を、フランジとインモールドラベルの層間剥離が、ラベルの端面に位置する第2接着層の先端を起点として第2接着層に沿うように進行可能に調整する。
(もっと読む)
ゴムの成型品
【課題】本発明の課題は、金属光沢による高品質感や高級感を具備させると共に、良好なグリップ感も付与することができ、屋外使用でも金属光沢膜層の劣化を防ぎ、耐久性に富むゴム又は樹脂の成型品とその製造方法を提供することである。
【解決手段】本発明は、ゴム又は樹脂により所定形状に成型された基材1の表面にベースコート層2と金属光沢膜層3とが順番に形成され、又は、その上にトップコート層4が形成された金属光沢を有する中間製品5と、この中間製品5の前記トップコート層4の上に被覆形成された透明、半透明、若しくは有色透明性のゴム被膜層又はアンチスリップ性に富む樹脂被膜層6とを備えている。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
組立て物用クッション体の成形方法
【課題】本体あるいは可動体にクッション体を組付ける作業およびクッション体の部品管理を不要とする。
【解決手段】組立て物を構成する本体と、この本体に対して移動可能な可動体との接触時の衝撃を緩衝するために相互の接触部に設けられるクッション体の成形方法であって、本体あるいは可動体(蓋体16)の一方を基材とし、基材の接触部に相当する箇所に成形型(上型50あるいは下型52)を配置して該成形型と基材との間にキャビティ54を構成する。このキャビティ54に溶融状態の弾性材料を射出することにより、接触部に位置するクッション体を基材と結合された状態に成形する。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
ダイレクト成形機
【課題】成形位置の変更が容易なダイレクト成形機の提供。
【解決手段】本発明のダイレクト成形機1は、第1の金型5と、射出装置2と、取付面111を有する第1の取付盤11とを備え、第1の取付盤11の取付面111には射出装置2が固定され、射出装置2には第1の金型5が取り付けられ、あらかじめ成形された基材Bと第1の金型5とが接触することにより基材Bの表面と第1の金型5とで限られたキャビティが形成され、射出装置2は第1の金型5を通じてキャビティ内に樹脂材料を射出し、樹脂部品を射出成形しながら基材Bに固定することができる。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】非充填部を有する発泡樹脂成形品を製造する際の発泡樹脂の充填不良を防止する。
【解決手段】表皮13を第1型の成形面にセットするとともに、外周に発泡樹脂の案内面19aを有する環状シール部19が突設された基材9を、上流側案内面部19bが発泡樹脂の流入方向Iに向かって互いに離れるように傾斜し、かつ下流側案内面部19cが流入方向に向かって互いに接近するように傾斜する状態で第2型の成形面にセットして型閉めすることにより、基材9の環状シール部19先端を表皮13の裏面に圧接させて、基材9の環状シール部19の外側で基材9と表皮13との間にキャビティを形成し、キャビティに連通したゲートから溶融状態の発泡樹脂をキャビティ内に射出して、環状シール部19で分岐させて上流側案内面部19bに沿って互いに離れる方向に案内した後に下流側案内面部19cに沿って合流するように案内することでキャビティ内に充填する。
(もっと読む)
歯間ブラシの成形方法および成形装置
【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
フィルム、前記フィルムの製造方法及びそれを用いたLEDパッケージの製造方法
【課題】
良好な離型性と金型追従性を有するフィルムと、それを製造する手段を提供する。
【解決手段】
4−メチル−1−ペンテン(共)重合体(A)と、熱可塑性エラストマー(B)と、を含むフィルムであって、前記(B)の含有量が(A)と(B)の合計100重量部に対して10〜50重量部であり、かつ前記フィルムについて示差走査熱量計(DSC)により測定される前記(B)に由来する融点TmB2が100℃以下または前記融点TmB2が実質的に観測されないフィルム。
(もっと読む)
ダイレクト成形機
【課題】成形中に基材の上面に対して補助的な作業をするためのスペースを確保できるダイレクト成形機の提供。
【解決手段】本発明のダイレクト成形機1は、第1の金型22と射出装置3とを備え、あらかじめ成形された板状の基材Bが第1の金型22の上にセットされ、第1の金型22と基材Bとが接触することにより第1の金型22と基材Bの表面とで限られたキャビティCが形成され、射出装置3は基材Bより下に配設され、かつ第1の金型22を通じてキャビティC内に樹脂材料を射出し、樹脂部品を射出成形しながら基材Bに固定することができる。
(もっと読む)
複合成形品及びその製造方法
【課題】ガーニッシュ本体部とクッション部とを接合して一体化したピラーガーニッシュにおいて、ガーニッシュ本体部からクッション部が剥がれ難くする。
【解決手段】ガーニッシュ本体部14の凹状リブ部20(クッション部15の棒状部26との接合部)に2つの突出部27を設け、クッション部15を射出成形する際に2つの突出部27を凹状リブ部20の表面から離れる方向に対して交差する方向に変形(傾斜又は湾曲又は屈曲)させることで、クッション部15の棒状部26のうちの突出部27と凹状リブ部20との間に、凹状リブ部20の表面から離れる方向において突出部27に対してアンダーカット形状となるアンダーカット部28を形成する。これにより、ガーニッシュ本体部14の凹状リブ部20の突出部27とクッション部15の棒状部26のアンダーカット部28とが係合状態となり、凹状リブ部20から棒状部26が剥がれ難くなる。
(もっと読む)
複合成形体、複合成形体の製造方法及びインモールドラベル
【課題】製造コストをほとんど増大させず、且つ生産性をほとんど低下させずに、薄い形状の成形体に由来する薄層と樹脂組成物に由来する成形体層との密着性を改善する技術を提供する。
【解決手段】結晶性熱可塑性樹脂薄肉成形体に由来の薄層と、溶融樹脂組成物に由来の成形体層との境界付近に、互いの材料が溶け合い、結晶状態となる混合層が形成される条件で製造する。例えば、金型の内表面の少なくとも一部に断熱層が形成された金型の内部に、結晶性熱可塑性樹脂薄肉成形体を配置し、結晶性樹脂を含む溶融樹脂組成物を流し込む成形工程を備える方法で製造する。この製造方法において、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の一部が断熱層と重なるように配置し、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の相対結晶化度が60%以下のものを使用する。
(もっと読む)
セグメント化された着脱可能な締結具
【課題】弾性ポリウレタンフォームで成形されるシート・クッション等の締結具(面ファスナー)を成形時に締結具をフォームから保護するカバー部材を破棄等の無駄にすることが無く、あらゆる形状に適用でき、確実に保護できるカバー部材の提供。
【解決手段】セグメント化されたフック・ループ式締結具10は、成形の形状に適合する様に、複数の締結セグメント12から構成され、ベース16部の締結面上には、フック形またはループ形のいずれかの複数の締結部材20が担持される。隣接する各一対の締結部材20の間に配され、かつこれらを接続するのが、二つまたは三つの直交する軸のまわりで撓むことができる締結セグメント12の幅よりも細い幅を有する可撓性ネックで連結され各セグメントは、モールド時に締結具を保護するバリヤを有する事で達成した。
(もっと読む)
アクリル系樹脂組成物、アクリル系樹脂フィルム、積層シート及び積層成形品
【課題】表面硬度及びカッターカット性に優れ、インサート成形又はインモールド成形時の耐成形白化性に優れ、且つトリミング加工性に優れたアクリル系樹脂フィルムを得るために好適なアクリル系樹脂組成物、それから得られるアクリル系樹脂フィルム、アクリル系樹脂フィルムと熱可塑性樹脂シートが積層された積層シート及びアクリル系樹脂フィルム又は積層シートを基材の表面に積層して得られる積層成形品を提供する。
【解決手段】特定の単量体成分(a)の重合体(A)の存在下に特定の単量体成分(c)の重合体(C)を形成して得られるゴム含有重合体を含有するアクリル系樹脂組成物、アクリル系樹脂組成物から得られるアクリル系樹脂フィルム、アクリル系樹脂フィルムと熱可塑性樹脂シートが積層された積層シート及びアクリル系樹脂フィルム又は積層シートを基材の表面に積層して得られる積層成形品。
(もっと読む)
101 - 120 / 1,284
[ Back to top ]