
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
1,281 - 1,284 / 1,284
成形品の製造方法
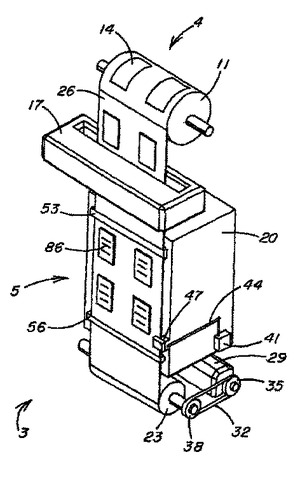
インモールドデコレーションプロセスによって成形品を製造する方法を記載する。該方法は、キャリアフィルム(26)上に置かれている、複数の個々の熱可塑性プラスチックラベル(14)の積層物(4)を供給する。ラベル(14)の露出された第2表面(68)にインラインで装飾物(86)を適用し、これにより装飾積層物(5)を形成する。キャリアフィルム(26)の露出された第1表面(77)が金型の内面の少なくとも一部分に隣接するように、装飾積層物(5)を進めて金型(20)内に配置し、ラベル(14)の装飾された第2表面(68)は、金型の内部空間に面する。プラスチック材料(例えば熱可塑性プラスチック材料)を、ラベルの装飾面に対して金型に注入し、このようにして成形品を形成する。次いで、キャリアフィルム(26)を成形品から分離する。本方法に従って製造される成形品の表面の少なくとも一部分は、少なくとも1つのラベルの第1表面(71)によって規定される。本方法によって製造され得る成形品の例として、例えば運転免許証およびアニマルタグ(例えば、牛用のタグ)等のIDカード、例えば薄い色の付いた眼科用レンズおよびサンシェードレンズ等のレンズが挙げられる。
 (もっと読む)
(もっと読む)
樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピン
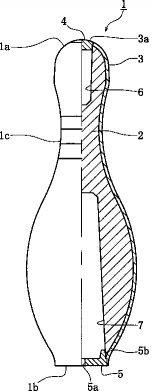
【課題】ヒケ等の成形過程における不具合を回避しつつ規定に基づいた正確な形状等を得ることができ、且つ、樹脂成形における作業性を向上させることができる樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピンを提供する。
【解決手段】キャビティの長手方向中心軸aに沿って出没自在の第1軸棒9,10を有する第1金型8と、キャビティの長手方向中心軸bに沿って出没自在の第2軸棒16,17を有する第2金型15とを用い、キャビティ内に第1軸棒9,10を挿入しつつ溶融合成樹脂を流し込み、中芯部2を得る中芯部成形工程と、第1軸棒9,10により成形された中芯部2の穴に第2軸棒16,17を挿通して位置決めした後、第2金型15のキャビティと中芯部2との間に溶融合成樹脂を流し込み、中芯部2の外表面に表皮3を得る表皮成形工程と、を含むものである。
(もっと読む)
インモールドラベル容器およびその製造方法

【課題】成形加工コストが安く、また、熱湯などの高温の内容物を入れた時でも、手で持ちやすく、さらに、高い美粧性を有するインモールドラベル容器を提供する。
【解決手段】本発明は、容器の側壁となる筒状の外周壁と、該外周壁の内面に対して間隙を設けて連結された内周壁で形成された収容部とを備えた容器であって、前記外周壁の外面にラベルが一体的に形成されていることを特徴とするインモールドラベル容器およびその製造方法である。また、前記外周壁の外面に、リブ状突起が形成されていることを特徴とし、前記間隙に、前記外周壁の内面と前記内周壁の外面を連結する補強リブが形成されていることを特徴とする。
(もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
1,281 - 1,284 / 1,284
[ Back to top ]