
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
141 - 160 / 1,284
光拡散カバーの製造方法
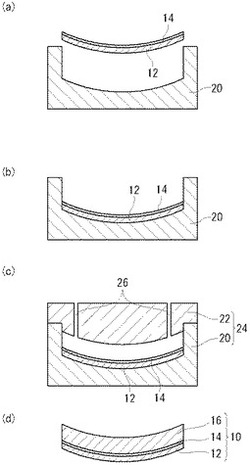
【課題】光拡散シートのインサート成型に接着剤を用いることで、接着強度および品質の良好な光拡散カバーを提供する。
【解決手段】接着剤層14を設けた光拡散シート12を金型24内に配置した後に、ベース材16用の成型樹脂を金型24内に射出することにより、光拡散シート12がベース材16に接合された光拡散カバー10を製造する。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器

【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
中空樹脂成形体の成形方法
【課題】金型のキャビテイに射出される溶融樹脂の流動状態を適正に制御して、成形不良による歩留まり低下や、金型の劣化を防止して生産効率性やコスト性に優れた中空樹脂成形体の成形方法を提供する。
【解決手段】溶融樹脂が射出される接合部形成用キャビティ15の複数の射出ゲート19付近に圧力センサ18を取り付けるとともに、射出ゲートから射出される溶融樹脂が合流する接合部形成用キャビティ内の樹脂最終合流点に温度センサ17を取り付け、温度センサからのセンサ信号に基づいて樹脂最終合流点への樹脂充填を検知するとともに充填圧力を監視して樹脂充填の補圧状態を制御する。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔を提供する。
【解決手段】本発明のインモールド成形用転写箔10は、基材シート20と、該基材シートの一方の面上に、少なくとも、離型層30と、受容層60と、印刷層70とをこの順に有するものであって、該受容層60が、アクリル系樹脂を含む樹脂材料により形成され、該樹脂材料が、特定のガラス転移温度を有するものである。
(もっと読む)
車両用ガラスモールとその製造方法
【課題】車両の開口部の縁に取り付けられるガラスに取り付けられてガラスの縁と開口部の縁との間の隙間を隠蔽する車両用ガラスモールを、効率よく、安価に製造することができるようにする。
【解決手段】片面に剥離ライナーを有する両面接着テープ21がEPDM系発泡ゴムからなるモール13に剥離ライナー25とは反対側で貼着された両面接着テープ貼着済みモール11の複数を、両面接着テープ貼着済みモール11の端部間に射出成形したポリオレフィン系熱可塑性エラストマーからなる結合部31で結合して、車両用ガラスの縁に沿う形状の車両用ガラスモール10とした。
(もっと読む)
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
部品一体成形合成樹脂製品の製造方法及び当該方法用金型
【課題】部品一体成形合成樹脂製品を製造する場合に、単純な構成の金型で、型締め前に固定型である下型に設置した部品の位置ずれを防止すると共に、型締め後に左右の位置をずらすことなく、部品を傷つけることなく上型に密着させて、部品を上型の所定の位置に位置決めすることを目的とする。
【解決手段】下型2に部品7を設置した後、下型2の吸引管25に接続された吸引ポンプ52を作動させて部品7を吸引して下型2に固定、位置決めし、型締め後、下型2の吸引管25に接続された吸引ポンプ52の作動を停止して、部品7の下型2への吸引を停止すると共に、上型3の吸引管35に接続された吸引ポンプ53を作動させて部品7を吸引して上型3に固定、位置決めした後に、キャビティ部41に溶融樹脂6を充填することを特徴とする部品一体成形合成樹脂製品10の製造方法。
(もっと読む)
複合容器の製造方法
【課題】収容部の容積や外形などが製品の個々でバラツキを生ずることを抑えた複合容器の製造方法を提供すること。
【解決手段】口部14と液状物を収容するための収容部12とを備えたボトル状の樹脂薄肉収容器aと、その外表面に一体的に融着されて成る樹脂外装体bと、前記口部14に装着されてなる閉栓部材cと、から構成される複合容器Aの製造方法であって、予め樹脂薄肉収容器aと口部14に装着される閉栓部材cとを準備する工程と、樹脂薄肉収容器aの内部に液体20を全体的に充填して閉栓部材cを装着する工程と、前記液体20が充填された樹脂薄肉収容器aを金型内にセットする工程と、金型内に溶融樹脂を射出して樹脂薄肉収容器aの外表面に樹脂外装体bを一体的に融着する工程と、成形された複合容器Aを取り出す工程と、を少なくとも有し、樹脂外装体bを形成する工程において、液体20の温度が、溶融樹脂を射出する直前に30℃以下である。
(もっと読む)
薄膜転写材及びその製造方法並びに薄膜付き成形体及びその製造方法
【課題】密着性、膜強度及び機械強度の優れた薄膜を成形体の表面に容易に形成することができる薄膜転写材を提供する。
【解決手段】 仮支持体と、その少なくとも一つの表面に形成されている微粒子積層膜とを備える薄膜転写材であって、
(1)前記積層膜は、微粒子を含む微粒子層の1層又は2層以上の積層であり、各微粒子層の少なくとも一箇所の微粒子間に空隙を有し、
(2)前記積層膜は、屈折率及び微粒子の平均一次粒子径の少なくともいずれかが異なる二種類以上の微粒子層の積層であるか、または一種類の微粒子層の1層又は2層以上であり、
前記微粒子積層膜中に(A)アミン化合物と、(B)重合性不飽和二重結合を一つ以上有するシリコーンオリゴマーとが付着している薄膜転写材。
(もっと読む)
型内被覆成形用金型
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
フィルムインサート成型用ハードコートフィルム及び製造方法
【課題】フィルムインサート成型用ハードコートフィルムであって、樹脂成型品の表面を保護するために、フィルム基材の一方の面に、十分な表面硬度を有するハードコート層を備えながら深絞りの形状に対応し、クラックや白化、皺の生じないハードコートフィルム及びその製造方法を提供する。
【解決手段】本発明のフィルムインサート成型用ハードコートフィルムは、フィルム基材及びハードコート層を含み、フィルム基材はゴム成分を含有したアクリル系樹脂からなり、ハードコート層は、電離放射線硬化型樹脂からなる。該ハードコート層は、電離放射線硬化型樹脂がフィルム基材上に鉛筆硬度B以上2H以下に硬化されてなる。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔の提供。
【解決手段】本発明のインモールド成形用転写箔は、基材シートと、該基材シートの一方の面上に、少なくとも、離型層と、受容層と、印刷層とをこの順に有するものであって、該印刷層が、インク層を有するインクリボンを用いた熱転写プリンターによって形成され、該インク層が、イソシアネート基含有硬化剤と、樹脂材料と、着色剤とを含むものである。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
注出具の製造方法及びその注出具
【課題】ガスバリア層の露出を確実に防止し、且つ、ガスバリア層の膜厚を均一なものとすることができるガスバリア性を有する注出具の製造方法を提供する。
【解決手段】注出口形成部分P1bが形成される筒状の注出具形成部分P1と、注出具形成部分P1の上部に連続し、成形用ゲート部P2aが形成されるゲート形成部分P2とを有する注出具のプリフォームPFであって、注出具形成部分の筒壁部にガスバリア中間層をなすガスバリア用樹脂の層とそれを側方から覆う被覆層をなす樹脂の層とからなる多層部分が形成されるプリフォームPFを、ゲート形成部分P2に形成される成形用ゲート部P2aから射出成形により成形する成形工程と、プリフォームPFのゲート形成部分P2を切断し、注出具形成部分P1から分離する切断分離工程とを含むものとする。
(もっと読む)
インモールドラベル容器および蓋材付きインモールドラベル容器
【課題】薄肉化されたインモールドラベル容器において、とりわけフランジの強度を上昇させることができ、かつ蓋材との密封性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は胴部1と、胴部1上端に設けられたフランジ4と、胴部1に連結された底部3とを備えている。帯状ラベル5は胴部1外面からフランジ4まで延びている。胴部1の厚さは0.30〜0.50mmとなっており、フランジ4の厚さは胴部の厚さの1.4〜2.1倍となっている。フランジ4上面に、上方へ突出する複数の環状リブ9が設けられている。
(もっと読む)
埋設ストラップのセンタリング方法、それに用いる部材、それを使用するストラップ
【課題】断面ほぼ円形のストラップを断面ほぼ円形の合成樹脂に射出成型法等により埋設するとき、ストラップを中央に置いたまま合成樹脂で埋設する方法及びそれに使用する器具を提供する。
【解決手段】ストラップ11末端に合成樹脂末端部を射出成型法により形成する方法である。前記ストラップ11末端に射出成形金型にほぼ接する高さの支柱部32を少なくとも3個放射状に有するストラップ位置保持具3を取り付ける工程と、このストラップ位置保持具3付きストラップを金型に置く工程と、前記金型内に合成樹脂を射出する工程と、前記金型からストラップ11を取り出す工程を有する。
(もっと読む)
141 - 160 / 1,284
[ Back to top ]