
Fターム[4F206AD11]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621) | 塗膜(←ゲルコート材) (117)
Fターム[4F206AD11]に分類される特許
1 - 20 / 117
細胞培養容器の製造方法
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
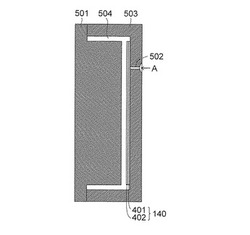
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
樹脂成形体の化粧料及び化粧フィルム並びに樹脂成形体及び表面改質方法
【課題】指の引っ掛かりがなく、かつしっとりしたソフトタッチ感(スウェード調)を樹脂成形体に簡便に付与できる化粧料を提供する。
【解決手段】熱可塑性ポリウレタンエラストマー、ポリウレタン粒子及びウレタン(メタ)アクリレートを含む化粧料を調製する。前記ポリウレタン粒子は、架橋ポリウレタンで形成され、1MPa以下の10%圧縮強度及び50%以上の変形回復率を有していてもよい。前記ウレタン(メタ)アクリレートと前記熱可塑性ポリウレタンエラストマーとの割合(重量比)が、前者/後者=1/90〜70/30であってもよい。この化粧料は、基材の上に塗布した後に硬化して化粧フィルムとしてもよい。この化粧フィルムは、樹脂成形体の表面を改質するために用いられる。
(もっと読む)
金型内塗装用金型及び金型内塗装方法

【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
シリンダ型塗料注入機
【課題】熱硬化性塗料の注入を繰り返し行った場合でもウェアリング及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供すること。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
加飾シート及びそれを用いてなる加飾樹脂成形品
【課題】加飾樹脂成形品に優れた耐摩耗性や耐擦傷性といった表面物性、成形性及び意匠性を付与し、さらには印刷作業性(生産性)に優れた加飾シート、及びそれを用いてなる加飾樹脂成形品を提供すること。
【解決手段】少なくともベースフィルムと印刷フィルムとを有する基材の該印刷フィルム上に、電離放射線硬化性樹脂組成物を架橋硬化したものからなる表面保護層を有する加飾シートであって、該印刷フィルムの25℃における曲げ弾性率がベースフィルムの25℃における曲げ弾性率よりも大きいことを特徴とする加飾シート及びそれを用いてなる加飾樹脂成形品である。
(もっと読む)
射出成形用ハードコートフィルム積層体及びその製造方法
【課題】ポリカーボネート樹脂等の成形品のハードコートとして非常に表面硬度が高く、樹脂成形品に対する密着性や金型への追従性に優れた射出成形用ハードコートフィルム積層体、及びその製造方法を提供する。
【解決手段】基材層を形成するポリカーボネート樹脂等のフィルムの片面に、光硬化性を有する籠型シルセスキオキサン樹脂を含んだ光硬化性樹脂組成物を塗布して硬化させることで、厚さが20μm以上であり、波長550nmでの透過率が90%以上であって、且つ、ガラス転移温度が230℃以上のハードコート層を形成して射出成形用ハードコートフィルム積層体を得るようにする。
(もっと読む)
加飾シート、およびそれを用いた加飾成形品の製造方法
【課題】表面に凹凸模様を有し、高硬度性などの表面特性と耐ブロッキングおよび成形性とをより高いレベルで実現できる加飾シートを提供する。
【解決手段】基材フィルム11の片面に少なくとも賦形層12とハードコート層形成層14とを順に備え、前記ハードコート層形成層14が、前記賦形層12の凹凸模様に追従するように、前記賦形層上にハードコート層形成用組成物を塗布して形成されており、前記ハードコート層形成用組成物が、ビニル基、(メタ)アクリロイル基およびアリル基から選ばれる少なくとも一種を有する、重量平均分子量が50000未満である多官能性ラジカル重合型プレポリマーからなる電離放射線硬化性官能基Aと、表面に電離放射線硬化性官能基Bを有する反応性無機粒子と、多官能イソシアネート化合物とを含んでなり、前記プレポリマーが、前記プレポリマーと前記反応性無機粒子との合計に対して、15〜75質量%含まれてなる。
(もっと読む)
型内被覆成形方法
【課題】 簡単な構造の金型を使用して、塗料の漏れを効果的に防止できる型内被覆成形方法を提供する。
【解決手段】 本発明によれば、固定型と可動型の間で、製品キャビティと、該製品キャビティの金型割面に隣接して該製品キャビティを周りから囲むようにして配された補助キャビティと、を形成する型内被覆成形用金型を用いて、該補助キャビティに対して、樹脂を補充填することにより、塗料漏れを防止するためのシール部を形成する。本発明は前述の構成により、簡単な構造の補助キャビティを利用して、塗料漏れを効果的に防止する。
また、本発明において、金型割面を金型開閉方向と略直行する方向に延びる方向に形成すれば補助キャビティの製作加工が容易であり、金型割面を金型開閉方向に延びる嵌合部とすれば非常に強力なシール部を形成することが可能である。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 表面が部分的にあるいは多色で塗装され、その塗装境界線が明確で外観が美しい樹脂成形品を、金型内で成形塗装する。
【解決手段】 樹脂成形用金型と共通金型が閉じ合わさった状態で間に形成されるキャビティ内に、溶融状態の樹脂を射出充填し、その後冷却固化することにより、樹脂成形品を成形することが可能であり、さらに、共通金型が樹脂成形品を保持した状態で塗膜形成用金型と閉じ合わさり、樹脂成形品と塗膜形成用金型の間に塗料を入れる隙間が部分的に形成され、その隙間に塗料注入機から塗料を充填し硬化させることにより、樹脂成形品の表面を部分的に塗装することが可能である、金型内塗装用金型。その金型を用い、樹脂成形品の成形とその表面の部分的あるいは多色の塗装を金型内で行なう。
(もっと読む)
型内被覆用金型
【課題】 インモールドコート法を実施するための被覆材を流す空間を必要な箇所に確保することができる型内被覆用金型を提供する。
【解決手段】 縁部2およびその周辺の裏面4にも被覆材5をコーティングする樹脂製品1を成形する型内被覆用金型において、樹脂製品1の縁部2近傍の裏面4にアンダーカットリブ9を成形するためのアンダーカット形状の溝部11をコア7に設けた。
(もっと読む)
型内被覆方法
【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高め、外観品質の良好な成形品を得ることができる型内被覆方法を提供する。
【解決手段】 金型内に被覆材を注入して樹脂成形品の表面を被覆する型内被覆方法において、金型内へ被覆材を注入開始するタイミングを、樹脂の射出が完了した後で金型内の樹脂による圧力がゼロとなるタイミングとする。
(もっと読む)
金属調化粧シートの製造方法及び当該金属調化粧シートを用いたインサート成形体の製造方法
【課題】縁部での剥離することを防止できる金属調化粧シートの製造方法を提供する。
【解決手段】透明な熱可塑性樹脂フィルム11の一方の面上に金属薄膜層12を形成する。インサート成形体1の表面に非金属調の意匠を表示する領域と縁部領域Kとの金属薄膜層12を除去することにより金属薄膜層12の未加工部17を形成する。金属薄膜層12及び未加工部17上にインク層14を積層する。以上の工程を備えることを特徴とする金属調化粧シートの製造方法である。
(もっと読む)
塗膜を有する成形品の製造方法および製造用金型
【課題】 基材の表面に塗料を過不足無く注入することができる成形品の製造方法を提供する。
【解決手段】基材(B)を成形するときに、その略中心部に、塗料注入孔(Tt)を有するように成形する。塗料注入ユニット(20)のノズル部(23)から熱硬化性の塗料を基材の表面(BY)とスライド金型の凹部(9)とで構成される隙間(CT)に注入する。このようにして成形するとき、塗料を可動金型(15)の下方から所定圧力の塗料によりコイルスプリング(48)を圧縮して1回の注入量を計量する。この計量された塗料をコイルスプリングの復元力により塗料注入シリンダに供給する。これにより、前記隙間に過不足無く注入することができる。また、塗料注入ユニットと塗料計量ユニットを可動金型内に設ける。これにより塗料の温度管理がしやすく、これらのユニットから注入位置までの距離は短かく、さらには塗料を可動金型の下方から供給するので、空気の混入量は少なく品質の高い成形品が得られる。
(もっと読む)
型内コーティング成形装置及び型内コーティング成形方法
【課題】樹脂成形体に成膜処理が施されて形成される製品の生産性を向上させる。
【解決手段】固定盤10と可動盤20との間に配置され固定盤10及び可動盤20に対して型開閉方向に移動可能でかつ型開閉方向と直交する回転軸38を中心として回転可能に設けられ、第1の回転位置および第1の回転位置から180°回転した第2の回転位置において固定型12および可動型22とそれぞれ対向する2個の回転型34、36が設けられた回転型機構30と、固定型12に接続可能な状態で固定盤10側に装着され、固定型12と回転型機構30の一方の回転型とが型締めされて形成される第1キャビティに樹脂を射出充填する射出ユニット40と、可動盤20の可動型22に設けられ、回転型機構30の他方の回転型との間で第2キャビティを形成すると共に第2キャビティ内の樹脂成形体に成膜処理を施す成膜装置50とを備える。
(もっと読む)
被覆された成形体の製造方法
本発明は、全部又は一部が構造化された表面を有する、被覆された成形体の製造方法に関する。更に、本発明は、上記方法を実施する装置を記載する。 (もっと読む)
加飾成形品の製造方法
【課題】優れた高硬度性及び耐スクラッチ性を有する加飾成形品の製造方法、インキ組成物を用いた加飾シート、加飾成形品を提供する。
【解決手段】工程(1)射出成型金型内に基材フィルム11の片面上に少なくとも離型層12と、電離放射線硬化性を有するハードコート層用インキ組成物を塗工してなるハードコート層形成層13とを順に有する加飾シート10を配する工程;工程(2)キャビティ内に溶融樹脂を射出し、冷却・固化して、樹脂成形体と加飾シートとを積層一体化させる射出工程;工程(3)樹脂成形体と加飾シート10とが一体化した成形体を金型から取り出す工程;工程(4)成形体から加飾シート10の基材フィルム11を剥離する工程;及び工程(5)酸素濃度2%以下の雰囲気下で前記成形体上に設けられたハードコート層形成層13を硬化させるハードコート層形成工程、を有する加飾成形品の製造方法である。
(もっと読む)
1 - 20 / 117
[ Back to top ]