
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
201 - 220 / 435
金属モール付きガラス及びその製造装置
【課題】モール付きガラス及びその製造装置の提供。
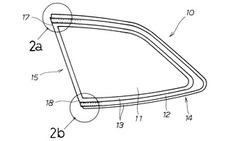
【解決手段】ガラス11及びこのガラス11の周囲を部分的に囲う金属モール12を型51に配置し、型51に形成されるキャビティ53内に溶融樹脂を流し込み、金属モール12、ガラス11及び樹脂が一体形成された金属モール部14と、ガラス11に樹脂だけが一体形成された樹脂モール部15とを備える金属モール付きガラス10において、この金属モール付きガラス10は、金属モール部14の一端と樹脂モール部15の一端とが交差している交差部17、18を含み、この交差部17、18において、金属モール12は、樹脂モール部15に臨む部分が切欠かれていることを特徴とする。
【効果】溶融樹脂が交差部を通過する際に、溶融樹脂は切欠きを通って金属モール部から樹脂モール部へ流れる。このため溶融樹脂を円滑に流し込むことができ、金属モールが溶融樹脂により動かされる心配はなくなる。
(もっと読む)
素材結合によるシール部を備えた多成分の射出成形部品
少なくとも1つの熱可塑性の挿入部分と、該挿入部分に被さって固着するように射出成形された熱可塑性の複合エレメントとを有する射出成形部品が既に知られており、この場合、前記少なくとも1つの挿入部分の、複合エレメントに対する境界面は、溶融体流方向で相前後して配置された、溶融先端部として形成された複数の隆起部を有している。これらの隆起部は高さH1で複合エレメント内に突入していて、それぞれ複合エレメント内に高さH2を有する、狭隘された横断面を形成する。この射出成形部品は、挿入部分を射出成形型内に配置し、この挿入部分に複合エレメントを固着するように射出成形する射出成形法によって製造される。前記隆起部は複合エレメントの溶融体によって初期溶融されることが望ましい。これにより、素材結合による流体密な結合が達成される。しかしこの場合に不都合となるのは、前記隆起部が一般にシャープな稜角を持って境界面に垂直に構築されていて、部分的にしか溶融されないか、または全く溶融されないことである。なぜならば、前記隆起部には、しばしば前記隆起部を乗り越えて流過する溶融体から十分な溶融エネルギが提供されていないからである。前記隆起部は溶融体流のための狭隘部を形成しているが、しかしこの狭隘部は溶融体の良好な搬入および溶融体から隆起部への良好な熱伝達のためには十分に小さく形成されていない。高さH2対高さH1の比は通常、1.5よりも著しく大きく形成されている。前記隆起部が確実に溶融開始しないので、公知の射出成形部品は、結合部のガス密性を達成するために、溶融体流方向で相前後して配置された複数の隆起部を有している。しかし、このような手段は多くの構成スペースを必要とするが、このような多くの構成スペースはしばしば提供されていない。
本発明による射出成形部品では、溶融体から隆起部への熱伝達が改善され、これにより隆起部の信頼性良い溶融が達成される。
本発明の構成では、前記少なくとも1つの隆起部(8)が、溶融体流に正対したその上流側の面(11)に第1の斜面(12)を有しており、前記狭隘された横断面(10)の高さ(H2)対前記隆起部(8)の高さ(H1)の比が、0.6〜0.9の範囲にある。  (もっと読む)
(もっと読む)
インサート成形用射出金型

【課題】インサート成形用射出金型において、上下型内に設けた保持ピンの同時作動を、ラック・ピニオンを保持ピンの連動装置として採用することにより、射出装置が備える押出ロッドをもって同時に作動できるようにする。
【解決手段】キャビティ上下面の対向位置に下型内と上型内の保持ピン出入自在に設ける。下型内の保持ピンを突出プレートに連結する。上型内の保持ピンをキャビティ方向に弾圧して設けた保持プレートに連結する。保持プレートに連動杆をパーティング面から先端を保持ストロークだけ突出して設ける。ケース内のピニオンの両側に駆動ラックとケース内を往復動する従動ラックを噛合した連動装置を、下型のキャビティプレートに装着して従動ラックを連動杆の直下に設置する。駆動ラックを上記突出プレートに連結する。
(もっと読む)
ガラスインサート成形用金型
【課題】厚みの大きな平面板を配置し易く、且つ当該平面板の側面周縁部の樹脂枠の厚みを薄く形成することのできるガラスインサート成形用金型を提供すること。
【解決手段】固定型2に、平面板5の裏面の全てに面する対面部分7を設け、対面部分7に、平面板5を保持し得る吸引部6を設け、平面板の端面5aに位置決め可能に接触し得る壁部4aを側面に有するスライドコア4を、平面板の端面5aに壁部4aが接触する平面板位置決め位置と、キャビティが形成されて平面板の端面5aに壁部4aが接触していないキャビティ形成位置との間を、型締め方向に進退可能に固定型2に設け、対面部分7に、平面板5の裏面周縁部5bに臨むようにキャビティの一部を形成する段差9を設けてあるガラスインサート成形用金型1。
(もっと読む)
スタビライザーブッシュの製造方法
【課題】インサート成形工程時におけるゴム状弾性材の射出圧によりライナーにしわが発生するのを抑制する。
【解決手段】筒状のライナー42に支持ピン76を嵌合する嵌合工程と、支持ピン76が嵌合されたライナー42をキャビティ70内にインサートした状態で、このライナー42の外周面にゴム状弾性部を射出成形するインサート成形工程と、ゴム状弾性部を加硫してゴム状弾性体とすることによって、車両に設けられるスタビライザーバーを、内周面にライナー42が固着された軸受孔で支持するスタビライザーブッシュを形成する加硫工程と、を有するスタビライザーブッシュの製造方法であって、インサート成形工程は、支持ピン76が嵌合されたライナー42を、支持ピン76に対してその中心軸線O回りにねじった状態で、ゴム状弾性部を射出成形する。
(もっと読む)
アウトサート成形品、アウトサート成形用金型、及びアウトサート成形品の製造方法
【課題】アウトサート成形により基板に機能部を接合する際に、その機能部の外観や形状を損なうことのないようにする。
【解決手段】基板40の一方の面40aに形成された機能部38と、基板40の他方の面40bに形成された金型ゲート部30よりも大径の肉盛部39と、肉盛部39と機能部38とを連結する連結部46とを有する。
(もっと読む)
金属インサート樹脂複合成形品の製造方法及び金属インサート樹脂複合成形品
【課題】
製造が容易で、かつ過酷な環境変化の中でも部品内部の電気回路や電気接点等を保護するのに充分な気密性の確保、クリープ防止を図ることのできる金属インサート樹脂複合成形品を安価に製造する方法を提供する。
【解決手段】 予め金属部品表面をシランカップリング剤で処理した後、フェノール樹脂成形材料を用いて成形することを特徴とする金属インサート樹脂複合成形品の製造方法であり、前記シランカップリング剤が、ビニル基、アミノ基、エポキシ基、メルカプト基、メタクリル基の中から選ばれた少なくとも1種の官能基と、アルコキシ基とを有するアルコキシシランであることが好ましい。
(もっと読む)
はすば歯車用成形装置
【課題】 製造コストが安価でありながら高精度な成形が可能な成形装置を提供する。
【解決手段】 基台21にコア本体22を固定するとともに、このコア本体22の周囲に側面型部材26を設ける。側面型部材26は、筒部26aと、この筒部26aの上部に設けるとともに内側に向かって張り出した環状凸部24を有し、上記環状凸部24の張り出し面には軸線に対して傾斜した溝からなる歯形26dを形成する。上記基台21と上記筒部26aとの対向面のいずれかであって、コア本体22の外方にガイド溝28を形成するとともに、このガイド溝28には転動体30を転動可能に組み込む。しかも、上記転動体30にはガイド溝28から突出する方向の弾性力を付与させる。
(もっと読む)
成形方法および成形機システム
【課題】ICタグが埋め込まれた成形品を、簡単・確実に得られるようにすること。
【解決手段】加熱シリンダの先端のノズルから、溶融樹脂を金型のキャビティ内に充填することにより、成形品を成形する成形方法において、溶融樹脂と共に耐熱性コーティングを施した非接触式のICタグをキャビティ内に充填して、ICタグが内蔵された成形品を成形する。
(もっと読む)
表皮成形品、表皮成形品の成形方法、および表皮付発泡成形部材の成形方法
【課題】表皮付発泡成形部材に適用する表皮の取り扱い性を改善することによって、製品としての表皮付発泡成形部材の外観品質の低下を防ぎ得る表皮成形品、表皮成形品の成形方法、および表皮付発泡成形部材の成形方法を提供する。
【解決手段】表皮成形品20は、芯材11と、芯材に向かい合う表皮12と、芯材と表皮との間の空間13に充填される発泡体14とを有する表皮付発泡成形部材10を成形する際に用いられる。この表皮成形品は、表皮付発泡成形部材の表皮をなす表皮部30と、表皮部の周囲に配置され表皮部を保持する枠形状をなすインサート部品40と、を有している。表皮部およびインサート部品は、RIM成形により一体化されている。
(もっと読む)
ねじ装置用シールの製造方法とねじ装置用シール及びねじ装置
【課題】熱可塑性エラストマからなるシールリップを射出成形するときにウェルドラインの発生する部分の強度が弱くなることを抑制することのできるねじ装置用シールの製造方法を提供する。
【解決手段】シールリップを射出成形するときに用いる金型として、シールリップの先端までの最短距離が一定で且つ周方向に等角度で配列された多数のゲート3aを有する金型3を用いてねじ装置用シールを製造する。
(もっと読む)
ケースの製造方法及び電子機器
【課題】インサート成形により成形されるケースにおいて、板金部材における側壁部の内面側に樹脂部を形成することができると共に、成形時における板金部材の側壁部の変形を防ぐことのできるケースの製造方法を提供すること。
【解決手段】平面部301及び板金側壁部302を有する板金部材300と、板金側壁部302の内面側の少なくとも一部を覆う内側樹脂部312を有する樹脂部材310とがインサート成形により一体的に形成されるケース31の製造方法であって、板金部材300の内面側に、板金側壁部302に向けて突出し板金側壁部302の内面に間欠的に当接する複数の押し当て部52が設けられたキャビティ金型50を配置し、隣り合う2つの押し当て部52間において板金側壁部302の内面とキャビティ金型50との間に形成される空間60に溶融した樹脂材料を充填して内側樹脂部312を形成する。
(もっと読む)
OA用ブレードの製造方法
【課題】コールドランナを有する金型を用いてOA用ブレードを製造するに際し、ゲート付近のヒケの発生を防止し、バリの発生を抑制するとともに、金型の製品への点社製を確保することのできるOA用ブレードの製造方法を提供する。
【解決手段】エラストマー材料を射出する際の射出圧力を、前記エラストマー材料の先頭部分が前記キャビティ内に到達し所定時間経過したときの時刻t1から前記エラストマー材料がキャビティに充満され終えた時刻t2までの期間S0では圧力P0となるように制御するとともに、射出開始の時刻t0から前記時刻t1までの期間S1における最高圧力P1を、前記圧力よりも低くする。
(もっと読む)
樹脂封止装置
【課題】種類の異なる金型を用いてマルチプレス型の樹脂封止装置を構築する場合においても、被成形品の誤搬送を防止する。
【解決手段】複数の金型106と、被成形品が収容される被成形品供給部102と、被成形品供給部102から供給される被成形品を金型106へと搬送するローダ130と、を備え、金型106にて被成形品をクランプした上で、被成形品を樹脂にて封止する樹脂封止装置100であって、被成形品供給部102が、複数種類の被成形品を収容し、金型106が、被成形品の種類毎に対応する複数の専用金型として用意され、被成形品供給部102から供給される被成形品の種類を識別した上で、当該種類に応じてローダ130を介して専用の金型106へ搬送する。
(もっと読む)
筐体の製造方法および金型
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体の製造方法を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
インサートコアの位置決め機構
【課題】 円筒形のインサートコアに樹脂材料を被覆した成形品を成形する際に、インサートコアをキャビティ内で確実に所定の位置に位置決めするインサートコアの位置決め機構を提供する。
【解決手段】 ブッシュ部材11の円筒形のガイドブッシュ11a内に摺動可能に配したインサイドピンガイド12の先端部に正角錐台形の側面の傾斜面によるインサイドピン押圧部12bとこれを囲む位置にインサイドピン保持部12cとを有するピンガイド部12aを設け、該ピンガイド部12aにインサイドピン13の基端部を連繋させる。インサイドピン13の先端部をガイドブッシュ11aのガイド孔11cに遊挿する。ブッシュ部材11とインサイドピンガイド12との相対的な軸方向の移動で、インサイドピン13がガイド孔11cから突出し、ガイドブッシュ11aに遊嵌したインサートコア2を押圧し、その内径を基準で位置決めする。
(もっと読む)
筐体および電子機器
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
滑り軸受及びその製造方法
【課題】電鋳部と樹脂成形部とが強固に固定された軸受を提供する
【解決手段】電鋳部4に微粒子6を分散保持させ、電鋳部4の外周面4a2から露出した微粒子6を溶融させて樹脂成形部5と一体化した微小突部60を形成する。この微小突部60が、電鋳部4に形成された微粒子痕4cに入り込んでアンカー効果を発揮することにより、樹脂成形部5と電鋳部4との固定力を高めることができる。
(もっと読む)
ソレノイドの樹脂成形方法及び樹脂成形体
【課題】樹脂成形体の軸方向に沿った外側端面に薄肉部を形成するためのキャビティに対して樹脂製材料が十分に充填されて良好な流動性を確保することにある。
【解決手段】金型装置10の第1〜第3ゲート34a〜34cからキャビティ30内に溶融樹脂が注入される際、第1プレート102の外周部に突出して形成され、前記第1〜第3ゲート34a〜34cの終端部46の直下に配置された突起部118によって前記溶融樹脂が受容されて、前記第1〜第3ゲート34a〜34cの終端部46から横方向に沿って延在する薄肉部成形用空間部44へ前記溶融樹脂の流動が促される。
(もっと読む)
インサートパネル埋設ウェザーストリップおよびその製造方法
【課題】インサートパネルを埋設した部分に、型成形時の位置決めピンによって形成されたピン穴を有する自動車用のウェザーストリップにおいて、そのピン穴に侵入した水が車内へ侵入することのない製品を提供する。
【解決手段】ゴム成形材からなる本体部2と、本体部2の型成形部に埋設されたインサートパネル3とを備え、本体部2のインサートパネル3を埋設した部分に、型成形時にインサートパネル3を固定して位置決めする位置決めピンが挿入されるとともに、前記本体部2の表面からインサートパネル3に達する深さのピン穴2aを有する自動車用のウェザーストリップであって、インサートパネル3の表面に、本体部2と密着する性質の樹脂層4を設けてなる。
(もっと読む)
201 - 220 / 435
[ Back to top ]