
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
41 - 60 / 435
発泡樹脂成形品の製造方法
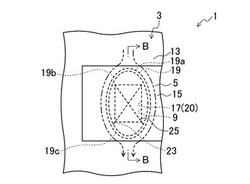
【課題】非充填部を有する発泡樹脂成形品を製造する際の発泡樹脂の充填不良を防止する。
【解決手段】表皮13を第1型の成形面にセットするとともに、外周に発泡樹脂の案内面19aを有する環状シール部19が突設された基材9を、上流側案内面部19bが発泡樹脂の流入方向Iに向かって互いに離れるように傾斜し、かつ下流側案内面部19cが流入方向に向かって互いに接近するように傾斜する状態で第2型の成形面にセットして型閉めすることにより、基材9の環状シール部19先端を表皮13の裏面に圧接させて、基材9の環状シール部19の外側で基材9と表皮13との間にキャビティを形成し、キャビティに連通したゲートから溶融状態の発泡樹脂をキャビティ内に射出して、環状シール部19で分岐させて上流側案内面部19bに沿って互いに離れる方向に案内した後に下流側案内面部19cに沿って合流するように案内することでキャビティ内に充填する。
(もっと読む)
樹脂成形品

【課題】より確実にボンディング可能な、導電部材をインサート部品として使用した樹脂成形品を提供する。
【解決手段】導電部材1と、この導電部材1の一部を埋設した絶縁樹脂成形部2とを備え、導電部材1の絶縁樹脂成形部2への埋設部分に凹部3を有し、この凹部3内にも絶縁樹脂成形部2が挿入されている。好ましくは、導電部材1が、凹部3を設けた面の反対側面に、凸部4を有する。
(もっと読む)
ポリウレタン樹脂成形品
【課題】油分が浸透することによるポリウレタン樹脂成形品の膨潤を防止して、その寸法変化や被覆層(表皮ポリウレタン層)とインサート材等の内部部材との密着性の低減を解消して、成形品の経時的安定性を向上させ、同時に抗菌性、脱臭性を付与したポリウレタン樹脂成形品、および、人体への安全性に優れ、環境負荷を少なくして膨潤抑制効果の付与された表皮付ポリウレタン製品を提供する。
【解決手段】竹粉と竹炭粉と乾留竹粉から選択した植物粉体の一種または二種以上を含有する射出反応ポリウレタン樹脂からなり、該植物粉体の粒径Dが、10≦D≦300μmであるポリウレタン樹脂成形品。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
金属成形品のシール構造
【課題】シール体の組み付けの手間を省略して金属成形品の全体コストを削減でき、さらに常に均一で安定したシール性能を発揮できる金属成形品のシール構造を提供する。
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
ドライバ用グリップ及びその製造方法
【課題】 グリップ本体が握り易いだけでなく、グリップ本体に回転トルクを加えた際に、回転トルクが効率的にコアに伝達できる工具のグリップ及びその製造方法を提供する。
【解決手段】 長尺に形成され、工具1の柄部11に固定される剛性のコア2と、筒状に形成され、コア2の外周に固定される弾性のグリップ本体3とを備え、グリップ本体3は、外周部を形成するグリップ外層31と、グリップ外層31の内側に配置され、グリップ外層31の握り変形を可能にする弾性層34とを備え、コア2は、長手方向と直交する方向に突出し且つ長手方向に沿って配置される突出部22,23を備える工具のグリップにおいて、突出部22,23は、長手方向と直交する方向において、先端部22a,23aが露出するように延設されることを特徴とする。
(もっと読む)
二重壁構造を有する合成樹脂製ボトル
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
(もっと読む)
複合成形体の製造方法および装置
【課題】比較的小さな装置スペースにて、短時間のうちに効率よく、容易に、しかも低コストで、目標とする複合成形体を製造可能な、複合成形体の製造方法および装置を提供する。
【解決手段】1台の竪型プレス機に、強化繊維含有溶融熱可塑性樹脂をプレス動作による型締動作と連動させて型内に射出する射出成形用ステーションを設けるとともに、該射出成形用ステーション以外の他工程用ステーションを少なくとも1つ併設することにより、1台のプレス機に対し複合成形体製造用動作のための一連のステーションを形成し、該一連のステーションにおける前段のステーションでの処理体を後段のステーションに順送するとともに、全ステーションにおける動作をプレス機によるプレス動作と連動させて行うことを特徴とする複合成形体の製造方法、および製造装置。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
樹脂複合材成形用金型および樹脂複合材の製造方法
【課題】基材と樹脂とを接合して樹脂複合材を形成するための金型であって、基材を高効率かつ迅速に加熱および冷却することができる金型を提供すること、および基材と樹脂とが接合された樹脂複合材の製造方法であって、基材を高効率かつ迅速に加熱および冷却することができる製造方法を提供する。
【解決手段】キャビティーに基材を配置した後、該キャビティーに樹脂を導入することにより、前記基材と前記樹脂とを接合して樹脂複合材を形成するための金型であって、前記基材の温度を測定する温度センサーと、前記基材と接触して前記基材を加熱する加熱源と、前記加熱源が前記基材から離間して生ずる前記加熱源と前記基材との間の空隙に、前記基材を冷却する冷却媒体を導入する誘導路と、を有している。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
樹脂巻き部品
【課題】応力集中による変形を防止することができる樹脂巻き部品を提供する。
【解決手段】環状の金属部材2の外周に環状の樹脂部1を一体成形した樹脂巻き部品P。前記樹脂部1が固着される金属部材2の外周面に、凹部と凸部とからなる凹凸面が形成され、この凹凸面の凹部と凸部のうち少なくとも一方に応力集中を緩和するR面が形成されている。
(もっと読む)
ウォームホイールとその製造方法
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
成形装置
【課題】成形装置において、線状部材に成形部品が一体化された部品を、効率的に製造することができるようにする。
【解決手段】成形装置100は、ワイヤーWを送出する送り出しリール6と、ワイヤーWを間欠的に搬送する巻き取りリール7と、ワイヤーWに付加部品部Qを形成するための金型10と、金型10を移動する搬送コンベア4と、搬送コンベア4に金型10を配するとともに、金型10のキャビティS内にワイヤーWを配置する金型準備部と、金型10のキャビティS内に溶湯Mを注入して付加部品部Qを成形する部品成形部20と、搬送コンベア4によって金型離脱位置P2に移動された金型10から付加部品部Qを分離する金型開き用シリンダー13と、を備え、金型準備部が、複数の金型10を搬送コンベア4に順次配することにより、ワイヤーW上の異なる位置に付加部品部Qを順次成形する構成とする。
(もっと読む)
合成樹脂製成形品及びその製造方法
【課題】合成樹脂製の成形品の流動樹脂の接合部分に発生するウェルドラインにおける強度を高めることを目的とする。
【解決手段】合成樹脂製の成形品3のウェルドライン41を跨って補強部材5が埋め込まれ、補強部材5は、長尺状の基体51と基体51の長手方向の外側面510に凹部52又は/及び突起部57を備えている合成樹脂製の成形品3。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
41 - 60 / 435
[ Back to top ]