
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
81 - 100 / 435
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
多層成形品の成形方法及び成形システム

【課題】1次成形品及び2次成形品の成形サイクルタイムのいずれが長い場合であっても、2次成形品の生産サイクルタイムを長い方の成形サイクルタイムより短くすることができる多層成形品の成形方法及び成形システムを提供する。
【解決手段】1次成形品表面の一部又は全面に溶融樹脂を積層させ2次成形品を成形する多層成形品の成形方法において、成形サイクルタイムの長い方の成形品を成形する複数の射出成形装置を備え、それぞれの成形サイクル開始時間又は成形サイクル完了時間を相違させ、2次成形品の生産サイクルタイムが最短、かつ毎サイクル同じになるように、成形サイクルタイムが短い方の成形品を成形する射出成形装置A及び複数の射出成形装置のそれぞれの成形サイクルタイムと、成形サイクル開始時間と、成形サイクル完了時間とが制御される。
(もっと読む)
円環状部分に芯金をインサートした樹脂製品の射出成形用金型及び前記製品の製造方法並びに円環状部分に芯金をインサートした樹脂保持器
【課題】樹脂と芯金とを強固に結合させて芯金による補強効果を高めることができ、所要の精度を確保することができるとともにコストを低減することができる、円環状部分に芯金をインサートした樹脂保持器を提供する。
【解決手段】型板2からキャビティC内へ突出する、周方向に離間して軸方向に延びる2個以上の径方向位置決めピン4及び周方向に離間して軸方向に延びる3個以上の軸方向位置決めピン5を備え、径方向位置決めピン4に係合する係合穴21aが形成された円環状の芯金21を、径方向位置決めピン4を係合穴21aに係合させることにより径方向に位置決めし、キャビティC内へ流入した溶融樹脂Pの圧力を受ける芯金21の軸方向端面21Aに対し、その裏側の軸方向端面21Bに軸方向位置決めピン5を当止することにより軸方向に位置決めする。
(もっと読む)
動力伝達系成形品の製造方法及び装置
【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 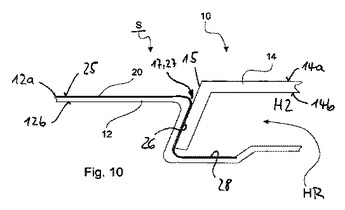 (もっと読む)
(もっと読む)
トランスファ成形による成形法および成形品
【課題】インサート品の変形を抑制するトランスファ成形による成形法および成形品を提供する。
【解決手段】トランスファ成形による成形法は、金型5内のキャビティ5aにおいてインサート品3を封止するトランスファ成形による成形法であって、キャビティ5a内でインサート品3の表面を覆うことでキャビティ5a内でインサート品3の表面が露出しないように第1樹脂1をキャビティ5a内に注入する工程と、第1樹脂1が注入された後、注入する際の粘度が第1樹脂1より高い第2樹脂2をキャビティ5a内に注入する工程とを備えている。
(もっと読む)
パネルの成形方法
【課題】金型内の第1の合成樹脂材料よりなるパネル本体の表面の一部に第2の合成樹脂材料を射出して枠状部を成形し、パネル本体と一体化させるパネルの成形方法において、第2の成形体の成形収縮に起因してパネル本体に歪みが生じることを防止する。
【解決手段】ガラス転移温度Tg(℃)の第1の合成樹脂材料よりなるパネル本体1の周縁部に第2の合成樹脂材料よりなる枠状部2を射出成形により一体に成形するパネル4の成形方法において、該パネル本体1の表面温度が(Tg−60℃)以下の状態にて第2の合成樹脂材料を射出して枠状部2を成形する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
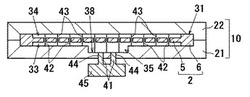
電子機器
【課題】製造性に優れ、かつ良好な防水構造を備えた電子機器を提供する。
【解決手段】外縁近傍に沿って溝状のパッキン成形部31を有する硬質樹脂からなるパッキン成形側筐体12aと、パッキン成形部31と対向するパッキン対向部34を有するパッキン対向側筐体12bと、インサート成形または二色成形によりパッキン成形部31においてパッキン成形側筐体12aと一体成形されたパッキン部42と、パッキン成形部31に対する軟質樹脂の流入に伴ってパッキン部42内周に形成されたゲート部43と、パッキン成形部31からオーバフローした軟質樹脂により形成されたオーバフロー部44とを有し、パッキン部42がパッキン対向部34により圧縮されることにより防水構造をなす軟質樹脂からなるパッキン部材41とを備えた。
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 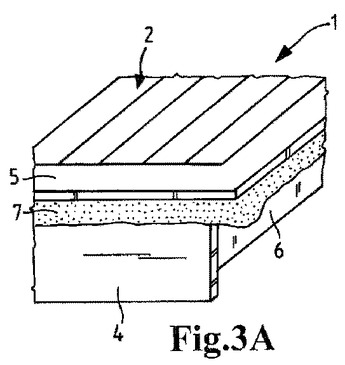 (もっと読む)
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
通気ダクト
【課題】 不織布成形体を構成部材とする通気ダクトを製造する際のオーバーモールド成形の成形不良を防止する。
【解決手段】 通気ダクト1の構成部材の少なくとも1つが、熱可塑性樹脂繊維を含む不織布を含むように、プレス加工によって前記不織布が賦形された不織布成形体2,3であって、不織布成形体2,3はその接続部21,31を互いに重ね合わせて、重ね合わせた接続部の末端部を包み込むように、樹脂被覆体4を被覆形成することにより一体化され、不織布成形体2,3には、樹脂被覆体4で被覆される側の表面に、不織布の表面を選択的に加熱する工程を経たことにより表面の熱可塑性樹脂繊維が溶融して剛性が高められた熱処理硬化層が形成されている通気ダクト1とする。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 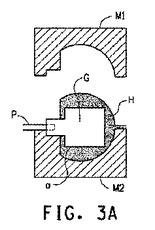 (もっと読む)
(もっと読む)
陶器プラスチック複合製品及びその製作方法
【課題】本発明は、組み合せが多様で、良好な装飾効果を有する陶器プラスチック複合製品を提供することを目的とする。
【解決手段】本発明に係る陶器プラスチック複合製品は、陶器基体と、前記陶器基体に設置されている装填部と、前記装填部を穴埋めして前記陶器基体と一体成型されるプラスチック材料からなる装填物と、を備える。
(もっと読む)
成形体及びその成形方法
【課題】 簡単な機構により、予め表面に気体不透過層が設けられた中空形状の部品を、キャビティ内に設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状の部品の外側に、気体不透過層を形成した後、前記部品を金型のキャビティ内に設置して、前記部品の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
ケーシングの埋め込み成形方法
【課題】埋め込み成形方法を提供する。
【解決手段】主に、金属外観部材を用意するステップと、金属外観部材の内面に接着剤の塗布ステップと、接着剤が塗布された金属外観部材を加熱し、接着剤を固化さ金属外観部材に結合させるステップと、金属外観部材をプラスチック射出成形金型に取り付けて、熱溶融プラスチック部材を金属外観部材の固化された接着剤の上面に射出成形し、熱溶融プラスチック部材の射出温度によって接着剤を軟化させ、プラスチック部材と接着剤とを結合させる。プラスチック部材と接着剤とを結合および固化した後に、固化されたプラスチック部材は金属外観部材の上にプラスチック層が形成されるステップと、金属外観部材の製品を取り出すステップとを含むことによって、良品率の向上および生産プロセスを有効に短縮される。
(もっと読む)
81 - 100 / 435
[ Back to top ]