
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
101 - 120 / 435
合成樹脂中空体
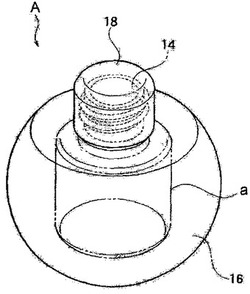
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
構成部分複合体、並びに構成部分複合体を製造するための方法
本発明は、特に自動車に使用するための構成部分複合体であって、第1の接触表面(3)を備えた第1の構成部分(1)と、第2の接触表面(5)を備えた少なくとも1つの第2の構成部分(4)とを有しており、前記第1の接触表面(3)が、マイクロ構造(7)を備えた表面組織(6)を有し、前記マイクロ構造(7)上にナノ構造(10)が重ねられている形式のものに関する。本発明によれば、前記両構成部分(1,4)の前記両接触表面(3,5)間に、素材結合するための媒体、特に接着剤層(12)が配置されている。 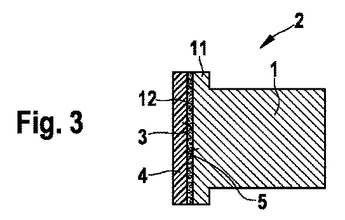 (もっと読む)
(もっと読む)
窓部材

【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
合成樹脂複合成型品の製造方法
【課題】補強材としてインサートする金属棒の両端部がともに樹脂内部に配置されるような状態でインサート成形を行う場合であっても、成型品の軸心と金属棒の軸心とを正確に一致させることができる合成樹脂複合成型品の製造方法を提供する。
【解決手段】金属棒2を、その両端部2a,2bがともに樹脂内部に配置されるようにインサートしてなる合成樹脂複合成型品を製造する方法であって、金属棒2の外周面の形状に対応した湾曲凹状部3a〜8a、及び、金属棒2の端面に当接して軸線方向への移動を規制するストッパ3b,4b,7b,8bがそれぞれ形成された少なくとも二対のサポートピン3〜8により、金属棒2の軸線方向と直交する二方向から金属棒2の両端部2a,2bをそれぞれ挟持して、金属棒2を金型内において支持し、この状態で金型内に合成樹脂材料を射出する。
(もっと読む)
射出成形方法
【課題】 複数のインサート部品が互いに当接した状態で樹脂と一体化されるインサート射出成形において、インサート部品の位置精度を高めながら、複数のインサート部品の当接状態を確実なものとし、インサート部品の間に射出した樹脂が侵入しないようにする。
【解決手段】 複数のインサート部品が樹脂の射出成形により一体化されたインサート成形方法において、インサート部品1,2が並ぶ方向にインサート部品を押圧挟持できるように、成形金型に対しスライド可能に設けられた一対の挟持部材31,41により、複数のインサート部品1,2を互いに当接状態となるように挟持する挟持工程を設け、挟持工程において、前記一対の挟持部材31,41が、インサート部品を挟持した状態を維持しながらそれぞれスライド可能とされつつ、それぞれの挟持部材31、41が弾性部材33、43によってインサート部品1,2に向けて付勢されるように押圧挟持する。
(もっと読む)
台所部材及び台所部材の製造方法
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
電子部品用基材及びその製造方法
【課題】接続端子の端子間距離を狭めても接続端子に充分なストローク量、端子荷重及び電気特性を実現することができる電子部品用基材及びその製造方法を提供する。
【解決手段】接続端子40と他の電子部品の導電部との電気的接続を確保するために、接続端子40に付勢力を付与可能な突状弾性部10を基材本体2の表面2aに有する電子部品用基材1の製造方法であって、基材本体2の表面2aの突状弾性部10が形成される領域の少なくとも一部を含む溝20a、20b、20cをその基材本体2の表面2aに形成する溝形成工程と、基材本体2の表面2a側に突状弾性部形成用の金型30を設置する金型設置工程と、溝20a、20b、20cから樹脂を注入することによって、溝20a、20b、20c及び金型30を樹脂で充填して突状弾性部10を成型する樹脂注入工程とを備えたことを特徴とする。
(もっと読む)
複合品、射出成形用金型及び複合品の製造方法
【課題】金属体と樹脂部との意匠性の良さを共に活かすことができ、且つ、一体性を高くする。
【解決手段】開口部2aを有する金属体2と、開口部2aを充填するように、金属体2の裏面の一部に射出成形により一体的に成形された樹脂部3とを備え、金属体2は、樹脂部3に埋設されるように、開口部2aの周縁から一体的に立ち上がるアンカー部2bを含む。
(もっと読む)
インサート成形装置及びインサート成形方法、ロータ、モータ、並びに時計
【課題】小型化かつ構成の簡素化を図るとともに、インサート部品の損傷や位置決めコアの磨耗を防止した上で、位置決め精度を向上させることができるインサート成形装置及びインサート成形方法を提供する。
また、軸心精度が高く、長期間に亘って安定した性能を発揮させることができる前記成形方法により製造されたロータ、ロータを備えたモータ、並びにモータを備えた時計を提供する。
【解決手段】スライドコア50は、磁石22の位置決め時において径方向中心に向けて押圧されるベースコア61と、ベースコア61よりも径方向内側に配置され、磁石22の外周面に当接可能な押さえコア63と、ベースコア61と押さえコア63とを連結し、ベースコア61と押さえコア63とを離間させる方向に向けて付勢する第1弾性部材62とを備えていることを特徴とする。
(もっと読む)
射出成形時における洩れ防止構造
【課題】金型PL面にゲートを配置して、縁部がゲートと対向する位置に配設された基材の表面を射出成形する際に該基材の裏面側に表面層形成用材料が洩れることを防止する構造を提供すること。
【解決手段】固定型及び可動型からなる金型のPL面にゲート部を配置し、一方の型に基材を載置して該基材表面に表面層を射出成形により成形する金型における前記基材の裏面側への射出材料の洩れ防止構造であって、前記載置された基材縁部の該ゲート部に対向する部位に、型閉めしたときに前記基材縁部のゲート部対向部位を前記基材を載置する型に押しつける他方の型に向かう突起、あるいは他方の型の前記基材縁部の対応部位に、前記基材に向かう突起を設けたこと特徴とする射出成形における洩れ防止構造。
(もっと読む)
ポリマー材料からなるホイール
本発明のホイールは、車両のシャフトの端部に取り付けられる中央の穴(11)および固定ボルトを通すための複数の偏心した穴(12)が設けられた中央のディスク(10)と、車両のタイヤを保持するように構成された外周のリング(20)とによって形成される本体(C)を備えており、前記ホイールの本体(C)は、40%〜70%の熱可塑性ポリマーマトリクスと、30%〜60%の合成繊維と、0.01%〜10%の添加剤とを均質混合にて含むポリマー複合材料で、単一部品にて射出成型される。 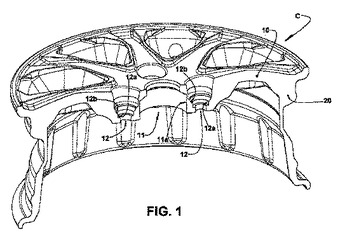 (もっと読む)
(もっと読む)
エラストマ成形品及びエラストマ成形品製造装置、並びに外装ケース
【課題】防水部材本体における防水性能を高く確保する。
【解決手段】防水部材20が、エラストマにより成形された防水部材本体22と、防水部材本体22と一体的に成形され、防水部材本体22のうち、他の部材(他の外装カバー)と接触する面以外の部分から突出し、防水部材本体22と他の部材との間には位置しないガス抜き形状24a〜24dと、を備えているので、ガス抜き形状24a〜24d部分にガスが溜まることにより、防水部材本体22へのショートショットの発生を抑制することができる。また、ガスベントを用いてガス抜きをする場合のように、防水部材本体22自体にバリが発生するのを防止することができる。
(もっと読む)
モールド樹脂成形体
【課題】板状金属導体の離間間隔を狭くすることができると共に、板状金属導体の離間間隔の均一性を確保することができ、且つ、板状金属導体とモールド用樹脂の接着界面に剥離が生じないようにすることができる、モールド樹脂成形体を提供すること。
【解決手段】複数の板状金属導体2、3を500μm以下の一定の離間間隔を置いて積層し、モールド成形により、各板状金属導体2、3の周上を溶融粘度が50Pa・s以下の絶縁性を有する接着性樹脂組成物4で被覆すると共に前記離間間隔を前記樹脂組成物4で満たすことによって、板状金属導体2、3相互間を絶縁して、全体を積層一体化した、モールド樹脂成形体。
(もっと読む)
プラスチック容器並びに製造方法
本発明は、バリアシートを有する容器壁を備えたプラスチック容器を製造する方法であって、製造しようとするプラスチック容器の容器壁の少なくとも一部分に対応する形状を有するバリアシートからシートボディを形成し、シートボディを射出成形型内に配置し、プラスチック容器の内側又は外側に対応する前記シートボディの第1の側に、第1のプラスチック層を提供し、プラスチック容器の外側又は内側に対応するシートボディの第2の面に、第2のプラスチック層を提供する、ステップを有する。また、本発明は、バリアシートを有する容器壁を備えたプラスチック容器であって、バリアシートは内側のプラスチック層と外側のプラスチック層との中間に配置されている。 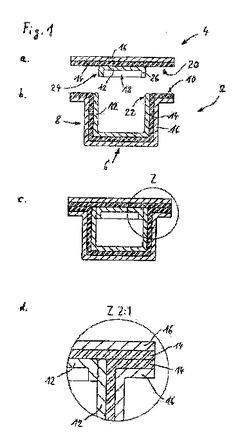 (もっと読む)
(もっと読む)
樹脂成形体
【課題】弾性部材と樹脂とを複合化した樹脂成形体において、従来に比して強度の高い樹脂成形体を提供すること。
【解決手段】弾性部材2と当該弾性部材2の外周に嵌合するカラー部材1が、射出樹脂により鋳ぐるみ成形されたことを特徴とする樹脂成形体10を提供する。この樹脂成形体10によれば、射出成形時の射出圧を高めても、カラー部材1によって弾性部材2の変形が回避できるため、ウェルド部の強度の低下を効果的に抑制でき、高い強度を有する樹脂成形体10が得られる。
(もっと読む)
自動車用ステアリングホイール及びその製造方法
【課題】本発明は、自動車用ステアリングホイール及びその製造方法に関する。
【解決手段】本発明は、金属フレームを乾燥機で予熱して水分を除去した状態で、予熱された製品を1次から3次に渡って金型内で2〜3mmの厚さで何回多層の層構造に射出し、各工程の段階において製品が空気中に露出される場合には、射出(被覆)表面に水分が含まれている恐れがあり、後工程の加工時に接着力及び品質に異常を起こすので、工程の中間に乾燥保管を必須的に実施している。この時、射出された層と層との間には、パッドプリンティング方式を適用するか、又は真空蒸着とパッドプリンティングとを混合した方式を適用して、パターンや絵を挿入する。このように、本発明は、最上位の射出部を除外した内部の射出部に、色、パターン、及び紋を挿入することができ、2個以上の段を有し、最上位の射出部を除外した各射出部に一つ以上のパターンを挿入する方法を提供する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
電子装置のケース、その製造方法及び製造金型、移動通信端末機
【課題】本発明は電子装置のケース、その製造方法及び製造金型、移動通信端末機に関する。
【解決手段】本発明の一実施例による電子装置のケースは、信号を送受信するアンテナパターン部と前記信号が電子装置の回路基板と送受信されるようにする連結端子部が形成される放射体と、前記放射体の一部であって、前記アンテナパターン部と前記連結端子部が他の平面を成すようにする連結部と、前記放射体のアンテナパターン部が一面に形成され、前記連結端子部は前記一面の反対面に形成されるように前記放射体がモールド射出形成されて製造される放射体フレームと、前記アンテナパターン部が形成された前記放射体フレームの一面を覆い、前記アンテナパターン部が前記放射体フレームとの間で埋め込まれるようにするケースフレームとを含むことができる。
(もっと読む)
携帯電子機器
【課題】本発明は、板金部材と樹脂とがインサート成形されて形成されるケース部材を備え、板金部材と樹脂との接合部分における分離を抑制できる携帯電子機器を提供すること。
【解決手段】筐体3を構成するケース部材30aであって、板金部材51と樹脂部71を構成する樹脂とがインサート成形されて形成されるケース部材30aと、を備え、板金部材51は、外縁から連続して内側に窪むような凹部53、54であって厚さ方向における全部又は一部を切り欠くようにして形成される1又は複数の凹部53、54、及び/又は、内側における外縁の近傍に形成される1又は複数の貫通孔55を含む第1領域60を有し、樹脂部71は、第1領域60を含んで形成されると共に、1又は複数の凹部53、54、及び/又は、1又は複数の貫通孔55に入り込む接合部72と、外縁よりも外方に延長して形成される延長部73とを有する。
(もっと読む)
軸受部材およびその製造方法
【課題】射出成形材料が電鋳部の内側へ回り込んで型成形部が成形される事態を可及的に回避して、型成形部の成形精度の向上を図る。
【解決手段】内周に配設される軸部材を相対回転支持する電鋳部7と、電鋳部7の周囲に一体に形成される型成形部とを有する軸受部材は、型成形部のインサート成形工程を含む製造方法により製造される。このインサート成形工程において、使用される成形金型13,14のうち、主に電鋳部7を収容する側の金型14の上部端面14aのうち電鋳部7の開口部7cと対向する領域には、溶融樹脂Pの流動抵抗を増加させる凹凸部17が形成されたものが使用される。このような金型を用いて形成された軸受部材の型成形部のうち、開口側端面の内周縁にあって、電鋳部7の開口部7c上には、型成形面として成形されていない固化面が設けられている。この固化面と軸部材の外周面との間には所定の間隔が確保されている。
(もっと読む)
101 - 120 / 435
[ Back to top ]