
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
121 - 140 / 435
複合成形品及びその製造方法

【課題】複雑な構造の金型を用いることなく、簡単な構造の金型を用いて射出成形することにより、樹脂層に割れの生ずることの少ない、金属と熱可塑性樹脂との複合成形品を製造する方法を提供する。
【解決手段】複合成形品の製造方法は、(A)少なくとも一部が長孔形状とされた複数の貫通孔を有する板状部2と側壁3とから成る略箱状の金属製の基材を、射出成形用金型のキャビティ内に装着した後、(B)結晶性熱可塑性樹脂をキャビティ内に射出して、複数の貫通孔同士に跨り、且つ、貫通孔を介して板状部の両側に連続する結晶性熱可塑性樹脂層を形成し、次いで、(C)金型から複合成形品を取り出した後、結晶性熱可塑性樹脂を結晶化処理することにより、結晶性熱可塑性樹脂の結晶化度を金型取り出し後の結晶化度より1%以上高くし、以て、長孔形状とされた貫通孔中の結晶性熱可塑性樹脂を長孔の長軸方向に収縮させ、長軸末端部に空隙を形成させる。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 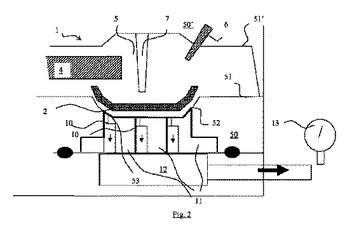 (もっと読む)
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 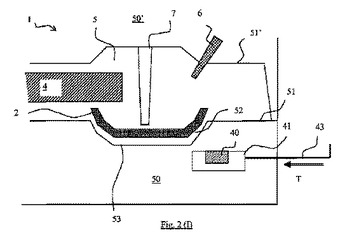 (もっと読む)
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置

【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
3次元成形回路部品の製造方法
【課題】枠型の基体の上側表面、下側表面、及び内壁の面に跨る導電性回路と、この基体の外壁の全表面に亘たるシールド層とを同時に形成する。
【解決手段】絶縁材からなる枠型の基体1の表面に導電性回路2となる部分及びシールド層3となる部分を残して被覆材6を射出成形し、触媒付与後に、この被覆材を溶出除去する。被覆材6で覆われていなかった部分に、無電解めっきを選択的に行なう。導電性回路2となる部分は、基体1の周囲壁12の上側表面12a、下側表面12b、及び内壁面12cに金型の内側面を当接させて、被覆材6で覆われないようにして形成する。シールド層3は、基体1の外壁面12dの全表面に金型の内側面を当接させて、被覆材6で覆われないようにして形成する。
(もっと読む)
ガラス一体樹脂成形品及びその成形法
【課題】 常用されている熱硬化性樹脂に代えてより簡易な工程で実施できる熱可塑性樹脂を使用して、その接着強度が十分なガラス部材と樹脂成形体からなるガラス一体樹脂成形品を形成する。
【解決手段】 ガラス部材を載置した金型内に樹脂を注入し当該ガラス部材の周縁に樹脂成形体を形成し当該ガラス部材と一体化して、ガラス一体樹脂成形品を得るガラス一体樹脂成形法において、当該樹脂として、熱可塑性樹脂をベース樹脂とし、これに分子中にヒドロキシ基及び/又はエポキシ基を含有する化合物を配合した樹脂組成物を使用する。熱可塑性樹脂としては、液晶ポリマー又は結晶性樹脂(ただし、液晶ポリマーを除く。)が好ましく、前記ヒドロキシ基を含有する化合物としてはフェノキシ樹脂、エポキシ基を含有する化合物としてはエポキシ樹脂が好ましい。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
ICタグ及びICタグの製造方法
【課題】小型化を実現でき、かつ、信頼性が高く歩留りのよいICタグ及びICタグの製造方法を提供する。
【解決手段】ICタグ10は、インレット100と、インレット100を底面に配置する凹部111を有する一次成形品11と、インレット100を封止する二次成形品12とを備え、非接触で外部機器と通信可能なものとした。このICタグ10は、インレット100を凹部111の底面111aに配置又は固定した一次成形品11を二次成形用金型710,720内に配置し、二次成形用樹脂R2をゲート721から圧入して、少なくとも凹部を充填してインレットを封止する二次成形品12を成形する。二次成形用金型710,720は、二次成形用樹脂R2を射出するゲート721の中心線h1がインレット100と交わらない位置に形成されているものを用いる。
(もっと読む)
成形回路部品の製造方法
【課題】基体の表面に選択的にめっきして形成する導電性回路に閉じた回路が含まれる場合に、この閉じた回路の内側に被覆材を射出成形するために、別途金型に湯道を設けることを回避でする。
【解決手段】基体1の内部に、閉じた回路21,22の内側表面12と外側表面とにそれぞれ相互に連通する通路16を設ける。このような通路16を基体1の内部に設けることによって、閉じた回路の外側部分11等、または内側部分12のいずれかに被覆材3を射出成形すれば、この通路を経由して閉じた回路の内外側部分のいずれにも被覆材が充填されるため、閉じた回路の内側部分に通じる湯道を、別途金型に設ける必要が回避できる。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】リム組み時のエア保持性と、釜抜き時のビードコア周辺の熱可塑性材の破壊防止性とを充分に確保しつつ、タイヤ成形時でのビードコアの位置ずれを抑制したタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】キャビティS内の所定位置に配置されたビードコア11にタイヤ内側から当接するビードコア固定用のジグ16を設ける。そして、熱可塑性の溶融材料をキャビティS内に注入する。これにより、成形されたタイヤ骨格部材20のタイヤ外側に、ビードコア11が露出した部位が形成されることを回避できる。そして、タイヤ骨格部材20のタイヤ内側にビードコア11の露出した領域が形成されてもリム組み時のエア保持性に影響がない。従って、釜抜き時におけるビードコア周辺の熱可塑性材の破壊防止を充分に確保したジグ寸法とすることができ、タイヤ成形時でのビードコアの位置ずれを充分に抑制できる。
(もっと読む)
光学素子パッケージの製造方法
【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
樹脂接合性に優れたアルミニウム合金部材及びその製造方法
【課題】表面性状を極力複雑化することによって、複合化する樹脂部材との接合性を高めたアルミニウム合金部品を提供する。
【解決手段】Al‐Si系合金鋳物部材の表面に酸系液による化学エッチング処理を施し、内面に共晶Si結晶からなる凸部を複数有する平均開口幅が0.1μm以上30μm以下の凹状部を、表面の一部又は全面に複数有するAl合金部材であって、前記共晶Si結晶からなる凸部が球相当粒子径で0.1μm以上10μm以下のサイズを有し、蛍光X線のマッピング分析によりSi元素及びAl元素分析を行ったときに共晶部分に存在するSiのみが分布する部位が5%以上80%以下を占めるような部品を得る。
(もっと読む)
電気・電子モジュール及びその製造方法
【課題】 本発明の目的は、生産性の向上した電気・電子モジュール及びその製造方法を提供することにある。
【解決手段】電子回路基板5には、電子部品5Aが装着される。電子回路基板5は、金属ベース1に搭載される。金属端子3は、電子回路基板の電子回路5Aに接続される。電子回路基板5は、熱硬化性の樹脂8により封止される。コネクタは、樹脂モールドされたハウジング部11と、ハウジング部11と別体で構成されるとともに、金属端子3を固定整列するための樹脂モールドされた端子保持部品9とから構成される。
(もっと読む)
フックファスナーエレメントを成形型アセンブリに組み込むシステムおよび方法
【課題】製造および組み込みプロセスの効率を向上させることができるフックファスナーエレメントを成形型アセンブリに組み込むシステムおよび方法を提供する。
【解決手段】システムは、その表面に少なくとも一つのトレンチを画定する成形型と、トレンチの表面に配置される二つ以上のフックファスナーエレメントと、を備える。各フックファスナーエレメントは、(1)長尺な基材と、(2)長尺な基材の上面から上向きに延出する複数のフックと、(3)長尺な基材の中に配置される磁性材料と、を備える。トレンチの磁性部分は、フックファスナーエレメントを吸引し、二つ以上のフックファスナーエレメントを互いに隣接するように整列させてトレンチに保持し、二つ以上のフックファスナーエレメントは互いに結合されておらず、隣接するフックファスナーエレメントの端部同士を突き合わせた関係でトレンチに配置される。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストを抑えることができるとともに、作業コストも抑えることのできる合成樹脂中空体を提供する。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、その内部に流体物として液体を部分的に充填し残りの部分には空気が入った状態、またはその内部に流体物として液体を全体的に充填した状態で、前記口部14に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に前記中空成形体aの形状を変化させることなく着脱不可能に一体化形成された樹脂外装体16と、前記中空成形体aの口部14に装着される閉栓部材18とを備え、前記樹脂外装体16が、全光線透過率80%以上の高透明性合成樹脂から成る。
(もっと読む)
成形型、この成形型を用いたゴム成形品の製造方法およびエアインテークダクト用シール材
【課題】インサート部材に付与された接着剤の剥離を防ぐ。
【解決手段】成形型40は、接着剤が付与されたインサート部材38がセットされる型面部52を有する下型42と、型面部52との間にフランジ部36に合わせたフランジ成形部分46cを画成する上型44と、下型42側にフランジ成形部分46cの端部に開口するよう設けられ、該フランジ成形部分46cに対する未架橋ゴムの注入口となる流入部50と、型面部52にセットされたインサート部材38と流入部50との間に位置して、該型面部52に設けられた堰部54とを備えている。
(もっと読む)
合成樹脂歯車
【課題】 外周面に凹溝を有するインサート部材をインサート射出成形により歯部と一体化した合成樹脂歯車において、歯の成形精度、特に、歯幅方向中央部の精度を高めた、高精度の合成樹脂歯車を提供する。
【解決手段】 平歯車またはハスバ歯車状の複数の歯21を有する歯部2とインサート部材4とが射出成形により一体化された合成樹脂製歯車1において、インサート部材4の外周面には、歯車両端面を結ぶ方向に延在する凹溝41が形成されるとともに、歯の歯スジ方向と、インサート部材の凹溝の方向が、半径方向から見て互いに所定の角度で交わるような方向にされ、さらに、歯車の歯幅方向中央部における断面において、インサート部材の凹溝41が、歯部の歯底21aと円周方向位置で略一致するようにされたことを特徴とする合成樹脂歯車。
(もっと読む)
向上した音響減衰特性を有するバフル
a)180℃以下の温度まで加熱したときに変形しないポリマー材料(A)から製造されたキャリヤープレートの1つ以上、およびb)熱膨張性材料(B)を含んでなる、内面を有する縦キャビティの封止および音響減衰のためのインサートであって、ポリマー材料(A)が、キャリヤープレートに機械的強度を与える主ポリマー(A1)、および少なくとも1種の制振性ポリマー(A2)を含んでなる、インサート。制振性ポリマー(A2)は、好ましくは、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマー、水素化スチレン/イソプレンブロックコポリマー、スチレン/イソプレン/スチレン/トリブロックコポリマー、および水素化スチレン/イソプレン/スチレントリブロックコポリマーからなる群から選択される。本発明は更に、射出成形によるそのようなインサートの製造方法、およびそのようなインサートを用いた縦キャビティにおける空気伝送振動または構造由来の振動を減衰する方法を包含する。 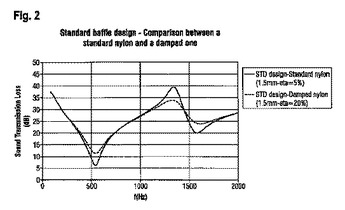 (もっと読む)
(もっと読む)
複合成形品およびその製造方法
【課題】軽量、薄肉、高剛性で、かつ表面外観に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】板状部材の少なくとも外縁の一部に樹脂部材を接合してなる複合成形品であって、前記樹脂部材を接合して形成された境界線より樹脂部材側に0.01〜0.50mm離れた位置から、前記板状部材の少なくとも一方の表面より樹脂部材を0.01〜0.20mm高く設けたことを特徴とする複合成形品。
(もっと読む)
インサート成形品の製造方法
【課題】本発明の目的は、インサート成形において、従来の成形機構を大きく変更することなく、インサートされる部品の加工を型締めと同時に行うことができ、成形工程の工程数を少なくし、製造時間を短縮するとともに、製造コストを低減することが可能なインサート成形品の製造方法を提供することにある。
【解決手段】インサート成形品Sの製造方法に関する。
上型1及び下型2の少なくとも一方に、少なくとも一個の被加工インサート部品P´をセットする第1の工程と、上型1と下型2を型締めし、この型締めにより生じる物理的力を被加工インサート部品P´に加えて状態を変化させて、インサート取付部品Pとする第2の工程と、上型1及び下型2を型締めすることにより形成されるキャビティRに溶融樹脂を充填し、インサート取付部品Pをモールド状態とし、インサート成形品Sを形成する第3の工程とを行う。
(もっと読む)
121 - 140 / 435
[ Back to top ]