
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
141 - 160 / 435
環状樹脂成形品
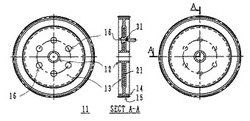
【課題】 良好な寸法精度を維持しつつ剛性を向上した成形品であって、インサート部材と樹脂部材とをインサート成形により一体化した環状樹脂成形品を提供する。
【解決手段】 樹脂成形部が、ウェブ13、ボス12およびリム14とからなり、ウェブ13表面に同心円上に略等間隔に設けられた複数のゲート31から射出成形されるとともに、ウェブ13内に前記ゲート31に対向する部位に貫通孔22を穿設したインサート部材21を埋設し、前記インサート部材21の周囲に前記樹脂成形部を一体的に形成した環状樹脂成形品11において、環状樹脂成形品11の軸方向から見て貫通穴22を覆うような形状でウェブから突出あるいは凹入する流れ制御部16をウェブに設けたことを特徴とする環状樹脂成形品。流れ制御部16は軸方向から見て円形状であることが好ましく、さらに、貫通孔22と同心円状に設けられることが好ましい。
(もっと読む)
シールの製造方法

【課題】ボールねじ用シールの熱可塑性エラストマからなるリップ部の耐久性および形状精度を向上する。
【解決手段】射出成形で使用する金型のゲートを、ゲート跡30A〜30Dの位置に設けることで、これらの位置にウエルドライン4が発生しない。これにより、リップ部1に大きな力がかかる接触角となる位置にウエルドライン4が発生しないため、リップ部1の耐久性が向上する。また、リップ部1の肉厚部1Aで肉薄部よりも、ゲート位置がリップ部1の先端から近い位置にあり、エラストマ充填が完了する時間の差を小さくすることができるため、リップ部1の形状精度が向上する。
(もっと読む)
芯金等を合成樹脂で被覆してなる足掛具の成形方法
【課題】 合成樹脂流路内に芯金の保持部材等を何も設置せず合成樹脂の流れを容易にすると共に芯金の保持及び浮遊状態を正確,確実にし、合成樹脂の被覆によって、芯金に脚部を自動的に連結する芯金等を合成樹脂で被覆してなる足掛具の成形方法を提供する。
【解決手段】 予め芯金1の両側端部を脚部構成部材7に挿入して足掛具の主体を形成し、上下の成形金型13,9の溝14,10の両端部に保持部材12を配置し、足掛具の主体の脚部構成部材側を保持部材によって保持し脚部構成部材を上下の成形金型の溝内に保持すると共に芯金と脚部構成部材の前部とを上下の成形金型の合成樹脂を被覆する溝15,11内に浮上させて上下の成形金型の合成樹脂を被覆する溝間にすき間を形成し、該すき間に合成樹脂を供給して芯金と脚部構成部材の前部とを合成樹脂で被覆し芯金と脚部構成部材の前部とを連結した芯金等を合成樹脂で被覆してなる足掛具の成形方法。
(もっと読む)
パネル製造方法
【課題】樹脂板の外周端面を金属製枠体で囲んであるパネルを簡便に製造できるようにする。
【解決手段】樹脂板1の外周端面を金属製枠体3で囲んであるパネルPを製造するためのパネル製造方法であって、少なくとも内周側に向けて開口し、かつ、樹脂板の板面に沿う方向に凹入する凹入部9が形成されている枠体3を使用して、その枠体を樹脂板成形用金型13の内側に装着し、枠体の内周側に樹脂を射出して、凹入部に入り込む樹脂製突部10を一体に備えた樹脂板を成形する。
(もっと読む)
ゴム成分(A)と基布(B)とを強固に加硫接着した筒状成形品及びその製造方法。
【課題】基布上にゴムを強固に接着した筒状成形品及びその製造方法の提供。具体的には回転式ゴム印用の無端印字ベルトの製造時に、補強布とゴムとの煩雑な接着工程を必要としない製造方法の提供。
【解決手段】ゴム成分と基布を、接着剤を塗布することなしに強固に加硫接着した筒状成形品。射出成形用金型のキャビティ内に、表面を基布で被覆した中芯を貫通させて、この基布上にゴムを射出成形し、加硫することで加硫接着をさせる筒状成形品の製造方法。
(もっと読む)
インサート金具及びその製造方法
【課題】 係合溝と係合突起部とを独立して形成することにより、所望の回り止め機能と抜け止め機能とを正確に設定し得るインサート金具の提供。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の外周にその他端部からに鍔部12側に延びる係合溝13…13を筒軸本体11の中心軸と平行でかつ所定角度おいて複数本形成する一方、各係合溝13…13により区切られた筒軸本体11の各区切外周部14…14における鍔部側に半径方向外方に向かって突出する係止突起部15…15をそれぞれ設けた。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を接合一体化する際、樹脂成形品の転びによる合わせ部分のスキ発生、段差発生を防止するように両者を接合する際の寸法精度を高める。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
(もっと読む)
被成形物循環式の樹脂成形法及び樹脂成形装置
【課題】 端子付きコード、その他の被成形物の二色成形等を、装置の大型化、複雑化、高コスト化を招くことなく、効率良くできるようにする。
【解決手段】 被成形物1を横向きに配置する複数の成形用枠体2を循環路5で順送りし、循環路5に設けられている上下一対の金型6の間に成形用枠体2を配置して金型6で被成形物1の外周部を樹脂で成形し、その後取り出し位置に送って成形用枠体2から被成形物1を取り出す。上記の循環路5を平面から見て方形の枠状に形成し、この循環路5に上下一対の金型6を連続して複数設ける。この金型6の位置に成形用枠体2を順送りし、金型6の間に成形用枠体2が配置されると型締めして樹脂を注入する。そして被成形物1の外周部を最初の金型6で一次成形し、次ぎの金型6で二次成形と、金型6の個数に応じて複次的に成形する。
(もっと読む)
流体動圧軸受装置及びその製造方法
【課題】MIM成形したハウジングを備えた流体動圧軸受装置において、潤滑流体の外部への漏れ出しを防止する。また、MIM成形したハウジングにスラスト動圧発生部を高精度に加工する。
【解決手段】ハウジングの相対密度を95〜98%の範囲内に設定し、ハウジングの内面と外面とを連通する孔が形成されないようにした。これにより、ハウジングを介した外部への油漏れを防止できる。また、ハウジングを形成する金属粉末の平均粒径を10μm未満、あるいはスラスト動圧発生部の凹凸高さの1/2以下に設定した。これにより、ハウジングのMIM成形と同時にスラスト動圧発生部を高精度に型成形することができる。
(もっと読む)
フレームレスドアのドアウエザストリップ及びその製造方法
【課題】ガラスシールの損傷を抑止することのできるフレームレスドアのドアウエザストリップ及びその製造方法を提供する。
【解決手段】フレームレスドアの外周に沿って設けられるドアウエザストリップは、ベルトラインに対応して配置される後側の端末部において後型成形部13を備えている。後型成形部13は、ドアガラスの後縁部をシールする横断面略コ字状のガラスシール32を備え、ガラスシール32の内側面には摺動テープ51が貼着されている。また、後型成形部13は、型成形時においてガラスシール32の上縁部から上方に延出する肉余り部52をガラスシール32と一体的に形成し、摺動テープ51をガラスシール32と肉余り部52とにかけて取着し、ガラスシール32と肉余り部52との境界部を切断して、肉余り部52及び摺動部材51のうち肉余り部52に貼着された部位をガラスシール32から除去することにより構成される。
(もっと読む)
固着具と成形品部材
【課題】薄型化に対応した成形品部材の強度を確保し、さらに固着具の必要寸法を確保することのできる固着具と成形品部材を提供する。
【解決手段】本発明の固着具1は、短い円柱状の本体2に突起部3,9、曲線に削り出された曲面部4,8、さらに本体2の外側周面上にローレット(凹凸条)を有する大径部5,7、及び小径部6が設けられている。また、本体2には、突起部3の端面aから突起部9の端面bに貫通した雌ねじ10が設けられている。そして、固着具1は、パネルの孔に嵌め込まれ、パネルの両面に合成樹脂が成形されることにより固定される。
(もっと読む)
複合成形品およびその製造方法
【課題】薄肉・軽量化を実現するとともに、高剛性かつ良好な成形品外観を得ることができるものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】一対の硬質部材層2aの間に圧縮させた軟質部材層2bを積層させたサンドイッチ構造からなる積層板2の周縁部の少なくとも一部に熱可塑性樹脂3を接合してなる複合成形品であって、前記周縁部に位置する片側の硬質部材層を軟質部材層の厚みを残すように圧縮変形させた薄板部を設けてなるとともに、前記薄板部の軟質部材層に前記熱可塑性樹脂を嵌合させてなることを特徴とする複合成形品。
(もっと読む)
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
太陽電池装置を有する車両表面部材
本発明は、車両に外装配置で取り付けることができ、かつ内側が支持層10、11、12に連結され車両の外側に向かって外層14が設けられている太陽電池装置16を有する車両表面部材6に関する。本発明によって、支持層10、11、12が複合軽量構造の方法で製造されることにより、特に軽量かつ安定した車両表面部材が得られる。 (もっと読む)
容器を製造する金型システム
本発明は、容器(500)を製造するために可動金型部分(10)及び静止金型部分(20)を備える金型システム(1)に関し、金型部分(10及び20)は相互に対向して位置付けられ、金型システム(1)は、厚紙素材からプレスされた底(57)、前記底(57)に接続された壁(59)、及び少なくとも部分的にプラスチックから注型され、壁(59)の上縁に接続されて壁を取り囲むリム(50)を備える容器(500)を製造するために使用することができ、それにより静止金型部分(20)に対して動作可能な金型部分(10)は、少なくともコア(41)を設けたコアプレート(4)、コア(41)に対して動作可能でシール表面(5a)を備え、コア(41)を囲む板状シールリング(5)、及びコア(41)及びシールリング(5)に対して動作可能で、その間に嵌め込むことができるカラーリング(6)を含み、静止金型部分(20)は、少なくとも金型キャビティ(71)及びシール表面(7a)を設けた金型プレート(7)を含む。金型システム(1)内で、プラスチックリムの注型段階で前記シール表面又はカラーリングの機能を変更するインサート(9及び/又は612)を、シールリング(5)のシール表面(5a)及び/又はカラーリング(6)のカラー(61)に着脱式に取り付けることができ、インサートは、容器(500)の基本リム(50)の寸法を変更する、又は前記基本リム(50)の表面にその平面の残りの部分から上方向に延在する膨らみ、又は表面(50)の平面の残りの部分より低い溝を設ける、又は容器(500)の基本リム(50)の外縁からさらに突出し、場合によっては開口などの吊り下げ手段(56)を備える突起(55)を形成するためにも使用することができる。 (もっと読む)
樹脂ローラの製造方法
【課題】樹脂ローラの外周面としての成形のために樹脂層の外表面を旋削する際、その切り屑が樹脂層の外表面へと接触することを確実に防止することができる樹脂ローラの製造方法を提供すること。
【解決手段】長尺状の軸部材20に、それを取り囲む樹脂層21が設けられて構成された樹脂ローラの製造方法である。軸部材20の外周に樹脂層21を形成する樹脂層形成工程と、樹脂ローラ(12)の外周面として成形すべく樹脂層21の外表面21aを旋削する成形旋削工程とを備え、樹脂層形成工程では、外表面21aに軸部材20の軸線方向に沿って延在する凹所(26)が設けられた樹脂層21を形成する。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
繊維機械用圧電アクチュエータ素子およびその製造方法
【課題】耐環境性を有し製造工程が簡略化されて生産性が向上した繊維機械用圧電アクチュエータ素子およびその製造方法を提供する。
【解決手段】繊維機械用圧電アクチュエータ素子が、シム材プレートと、該シム材プレートの表裏両面に積層された、表裏両面に電極膜を有する圧電セラミックスとを有する圧電体を含み、圧電素子は、繊維機械に接続される一方の端部に取り付けられた先端支持部3と、他方の端部に取り付けられた後端支持部8とを備えており、圧電素子の両面の電極膜とシム材プレートには、それらに電流を供給する導線4a,4a,4bが接続されており、かつ導線の接続部位も含めて、電気絶縁膜が全面的に被覆されており、そして、後端支持部8は、電極膜、シム材プレート及び導線の接続部位ならびにその近傍を被覆した耐水蒸気性および非導電性を有する材料で封止されている。
(もっと読む)
スタビライザ装置およびその製造方法
【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
バッフル
バッフル(10)は、少なくとも1つのキャリア(12)と窪み(16)に配置されたシーラー(18)を含んで提供される。空洞、例えば、車両空洞に配置されるとき、シーラー(18)はまた空洞を密閉するために空洞に膨張する。バッフル(10)は、バッフル(10)の外観寸法を変えることなしに、バッフル(10)の重量、密度、構造的な剛性を増大させるために、キャリア(12)内に挿入部(28)を含めることにより修正されることができる。挿入部(28)を含むバッフル(10)は、時間浪費及び高価な道具立て変更を必要とすることなしに、特定の適用に基づいてカスタマイズされることができる。 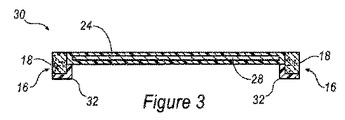 (もっと読む)
(もっと読む)
141 - 160 / 435
[ Back to top ]