
Fターム[4F206AD23]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 部分に特徴がある部材 (534)
Fターム[4F206AD23]の下位に属するFターム
表面に凹凸、突起、溝、節等を有するもの(←孔) (339)
端部(←フランジ) (89)
溶接ビード部 (10)
Fターム[4F206AD23]に分類される特許
1 - 20 / 96
マスキング成膜方法
【課題】成膜用ワークの形状、構造に拘わらず、必要な面のみを安価に成膜できるマスキング成膜方法を提供する。
【解決手段】成膜用ワーク(W)を固定側金型(10)と可動側金型(15)とにより成形するとき、成膜する面は、固定側金型(10)と可動側金型(15)とで構成されるキャビテイ(C)により直接成形し、マスキングする面はキャビテイ(C)内に挿入したマスキング治具(1)により成形する。成膜不要な面にはマスキング治具(1)が付着して覆われているので、そのまま成膜室に搬入して成膜を開始する。
(もっと読む)
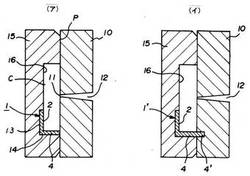
転がり軸受用保持器およびその製造方法

【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
ウォームホイール
【課題】高強度、小型且つ軽量であり、また、歯打ち音の減衰効果に優れ、しかもコスト安価なウォームホイールを提供する。
【解決手段】ウォームホイール8は、金属製の歯形成部15と、金属製の軸14と、歯形成部15および軸14を繋ぐ合成樹脂製の樹脂部16と、を備える。樹脂部16は、軸14と接合する第2環状部22と、歯形成部14を保持する第3環状部23と、第2および第3環状部22,23間に介在する円盤部41と、を含む。円盤部41は、軸方向X1において第2環状部22の中間位置に接続されている。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
金属インサート成形品、それを備えた携帯端末及び金属インサート成形方法
【課題】成形収縮による板金の変形を防止することができる、軽量なインサート成形品を得る。
【解決手段】ステンレスシート31(板金)に直線状スリット33を形成する。この直線状スリット33を形成したステンレスシート31を成形型のキャビティ内部に嵌め込む。次いで、ステンレスシート31が嵌め込まれたキャビティ内部に溶融樹脂を流し込む。そして、溶融樹脂が冷却されて固化する際に収縮する成形収縮を直線状スリット33によって逃がす。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】成形体本体による埋設部材の保持力を十分に高くすることが可能な発泡合成樹脂成形体と、この発泡合成樹脂成形体の製造方法とを提供する。
【解決手段】発泡合成樹脂成形体1は、発泡合成樹脂よりなる成形体本体2と、該成形体本体2に埋設された埋設部材10とを備えている。埋設部材10に貫通孔11が設けられており、該貫通孔11内に発泡合成樹脂が入り込んでいる。埋設部材10は、一部10aが成形体本体2の外部に露出した露出部となっており、他部が該成形体本体2の内部に埋没した非露出部となっている。貫通孔11の端部は、それぞれ、該非露出部に配置されている。
(もっと読む)
ラベル付きカップ容器
【課題】 本発明は、ラベルの上端部をフランジの一部にまで延設するように外装したラベル付きカップ容器における、ラベルの端面を起点としたフランジの破損を効果的に抑制することを技術的課題とする。
【解決手段】 インサート射出成形により合成樹脂製のカップ容器をインモールドラベルで外装したラベル付きカップ容器において、ラベルは、基材層の内側に接着層を積層し、上端縁に沿って接着層にさらに帯状に第2接着層を積層した層構成を有し、また、ラベルの第2接着層を含む上端部が、カップ容器の側周壁から側周壁とフランジの境界部分である角部を経てフランジの基端部と外周縁の間の所定位置に至る領域を外装するものとし、第2接着層の接着強度を、フランジとインモールドラベルの層間剥離が、ラベルの端面に位置する第2接着層の先端を起点として第2接着層に沿うように進行可能に調整する。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
可動結合体の製造方法
【課題】二つの部材を組み込んだ状態で、アンダーカット形状を成形する可動結合体の製造方法を提供する。
【解決手段】可動結合体10の製造方法は、第1部材11aの表面の少なくとも一部に外覆材13を設ける工程と、前記外覆材13の設けられた部分をキャビティ23に内包させる工程と、キャビティ23に流動体15を充填する工程と、この流動体15を固化させて第2部材12aにする工程と、第1部材11a、前記外覆材13及び第2部材12aの一体化物10aを取り出す工程と、前記一体化物10aを焼結することにより、第1部材11aと第2部材12aに含まれる樹脂バインダ及び外覆材13を熱分解気化して除去し、第1部材11に対し第2部材12が可動できるように結合させる工程とより成る。
(もっと読む)
セグメント化された着脱可能な締結具
【課題】弾性ポリウレタンフォームで成形されるシート・クッション等の締結具(面ファスナー)を成形時に締結具をフォームから保護するカバー部材を破棄等の無駄にすることが無く、あらゆる形状に適用でき、確実に保護できるカバー部材の提供。
【解決手段】セグメント化されたフック・ループ式締結具10は、成形の形状に適合する様に、複数の締結セグメント12から構成され、ベース16部の締結面上には、フック形またはループ形のいずれかの複数の締結部材20が担持される。隣接する各一対の締結部材20の間に配され、かつこれらを接続するのが、二つまたは三つの直交する軸のまわりで撓むことができる締結セグメント12の幅よりも細い幅を有する可撓性ネックで連結され各セグメントは、モールド時に締結具を保護するバリヤを有する事で達成した。
(もっと読む)
複合成形体、複合成形体の製造方法及びインモールドラベル
【課題】製造コストをほとんど増大させず、且つ生産性をほとんど低下させずに、薄い形状の成形体に由来する薄層と樹脂組成物に由来する成形体層との密着性を改善する技術を提供する。
【解決手段】結晶性熱可塑性樹脂薄肉成形体に由来の薄層と、溶融樹脂組成物に由来の成形体層との境界付近に、互いの材料が溶け合い、結晶状態となる混合層が形成される条件で製造する。例えば、金型の内表面の少なくとも一部に断熱層が形成された金型の内部に、結晶性熱可塑性樹脂薄肉成形体を配置し、結晶性樹脂を含む溶融樹脂組成物を流し込む成形工程を備える方法で製造する。この製造方法において、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の一部が断熱層と重なるように配置し、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の相対結晶化度が60%以下のものを使用する。
(もっと読む)
樹脂巻き部品
【課題】応力集中による変形を防止することができる樹脂巻き部品を提供する。
【解決手段】環状の金属部材2の外周に環状の樹脂部1を一体成形した樹脂巻き部品P。前記樹脂部1が固着される金属部材2の外周面に、凹部と凸部とからなる凹凸面が形成され、この凹凸面の凹部と凸部のうち少なくとも一方に応力集中を緩和するR面が形成されている。
(もっと読む)
フレキシブルケーブルが装着されたメッシュシート付き樹脂成形品の製造方法
【課題】 金属メッシュ層に耐湿性、耐スクラッチ性、防塵性の問題がないフレキシブルケーブルが装着されたメッシュシート付き樹脂成形品を得ることができ、容易にメッシュシート付き樹脂成形品にフレキシブルケーブルを装着することができる。
【解決手段】
支持シートが成形キャビティ面に面するように耐熱テープ付きのメッシュシートを成形用金型に配置した後に成形キャビティ内に成形樹脂を射出後冷却し、
樹脂成形品の表面に露出した部分の耐熱テープを樹脂成形品から剥離した後に耐熱テープを引き抜くことによって金属メッシュ層と樹脂成形品との間に空隙を形成し、
金属メッシュ層と樹脂成形品との間の空隙にフレキシブルケーブルを挿入するようにする。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
インサート成型装置、及びインサート成型方法
【課題】インサート品の寸法がばらついた場合でも、生産性、歩留まりが良好な低コストのインサート成形品を成形する方法、又は装置を提供する。
【解決手段】対向された双方の面にそれぞれキャビティ形成面を有する一対の金型部材を備え、該一対の金型部材相互の当接によって形成されるキャビティ内に収容されたインサート部品の露出予定部を、上記キャビティ形成面に当接させるようにしたインサート成形装置であって、上記金型部材における上記キャビティ形成面と上記露出予定部との当接部近傍を、弾性変形し得る薄肉部としてなることを特徴とする。
(もっと読む)
搬送容器の壁構造、搬送機器の製造方法及び成形金型
【課題】孔閉塞部材の支持強度を従来より高くすることが可能な搬送容器の壁構造と、孔閉塞部材を支持する支持壁の形状の自由度を従来より高くすることが可能な成形金型と、その成形金型を利用した搬送機器の製造方法とを提供する。
【解決手段】本発明では、孔閉塞部材25を成形するための第2キャビティ39が成形金型30内に形成される前に、支持壁20を含めむ蓋枠壁13を成形するための第1キャビティ38が成形金型30内に形成されるので、従来の成形金型のように、蓋枠壁13の開口縁部の表裏が必ず同じ形状になるという制約がなくなり、支持壁20の形状の自由度が高くなる。
(もっと読む)
成形体又は積層体への別部材の取付け方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体
【課題】 成形体又は積層体に別部材を取り付ける方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体を提供することである。
【解決手段】 樹脂材よりなり、対向配置される第1及び第2のシート材3、4の間に多数の凸部8がエンボス状に形成されたパネル材1の一方のシート材3、4に開口9、10を設ける。支持台14に設置したパネル材1における開口9を覆うように、底面部にキャビティ17が開放された成形型16を押圧する。成形型16のキャビティ17に射出した溶融樹脂を、開口9、10からパネル材1の第2空間部6に注入させて固化し、第2空間部6に抜止め状態で保持されるアンカー部15と一体にストライカ2を形成する。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
1 - 20 / 96
[ Back to top ]