
Fターム[4F206AD27]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524)
Fターム[4F206AD27]の下位に属するFターム
粗面化 (63)
予熱(←温度調整) (48)
予冷却
エネルギー線処理 (33)
化学的処理(←酸洗、脱脂、エッチング) (77)
プライマー処理、下塗り (103)
Fターム[4F206AD27]に分類される特許
1 - 20 / 200
端子付電線及びその製造方法
インサート成形用加飾シート及びインサート加飾成形品
【課題】真空成形により凸部と該凸部に続く鍔状部とを形成した加飾シートの不要部分である鍔状部のトリミングによってインサート加飾成形品の表面にバッカー層を露出させることがなく、美感に優れるインサート加飾成形品を簡便に製造する方法を提供する。
【解決手段】加飾層とバッカー層とを有するインサート成形用加飾シートであり、該成形用加飾シートは凸部と該凸部に続く鍔状部を有し、かつ該鍔状部の長さが、該加飾シートの厚さの1〜3倍である、インサート成形用加飾シートである。
(もっと読む)
樹脂成形体の製造方法

【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
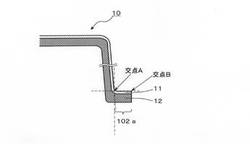
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
複合光学部品の製造方法
【課題】樹脂製の光学レンズと樹脂製のレンズホルダーが一体化された複合光学部品を、工数を増やすことなく、双方の部品を確実に接合した状態で精度良く製造すること。
【解決手段】光学レンズ2とレンズホルダー3を備えた複合光学部品1の製造方法では、熱硬化性樹脂である第1樹脂を用いて光学レンズ2を射出成形し(ST2)、光学レンズ2の熱硬化性樹脂の架橋反応が終了する前の段階において熱硬化性樹脂あるいは熱可塑性樹脂である第2樹脂を用いてレンズホルダー3を射出成形する(ST3、4)。レンズホルダー成形用の樹脂の射出充填後において光学レンズ2の樹脂の架橋反応が進行して、レンズホルダー3の側の樹脂との間で架橋構造による接合状態が形成される。耐熱性に優れた複合光学部品を得ることができ、光照射などの架橋の工程を別途追加することなく、双方の部品2、3を確実に接合して一体化できる。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】基材上に少なくとも、部分的に設けられた低艶絵柄インキ層と、該低艶絵柄インキ層上に存在してこれと接触すると共に、該低艶絵柄インキ層が形成された領域及び該低艶絵柄インキ層が形成されていない領域とを含む全面にわたって被覆する表面保護層を有する加飾シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
ディゲート方法、ディゲート装置、トランスファモールド装置、および半導体パッケージの製造方法
【課題】半導体パッケージの製造歩留まりを向上する。
【解決手段】トランスファモールドによるレンズ86を含むワークWから、ワークWで接続された成形品ランナ91などの不要樹脂を分離するディゲート方法であって、(a)成形品ランナ91などの不要樹脂が接続されている箇所を除いてワークWを上下からクランプして、成形品ランナ91などの不要樹脂を浮かせた状態とする工程と、(b)上下方向の一方から他方へ浮いた状態の成形品ランナ91などの不要樹脂を押し続けて、ワークWから成形品ランナ91などの不要樹脂を引き千切る工程と、を含む。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
インサート成形物の製造方法およびインサート成形物
【課題】インサートするプレフォームフィルム形状を工夫することにより、インサート成形品におけるインサートフィルム端部からの剥離の問題を解消できるインサート成形物の製造方法を提供すること。
【解決手段】予め製品形状に沿った賦形加工を施したプレフォームフィルムを射出成形金型に挿入し、射出成形をおこなうインサート成形であって、前記プレフォームフィルム端部が製品形状に対して内側に折り込まれた形状に加工するプレフォーム工程と、インサート成形を行う工程と、を備える。
(もっと読む)
加飾成形品、加飾成形品の製造方法、および加飾フィルム
【課題】マイクロクラックの発生を抑制し、高品質な金属光沢調を有する加飾成形品等を提供することが求められていた。
【解決手段】基材フィルムの一方の面に、順に一層以上からなる金属膜または無機酸化物膜からなる光学反射層、少なくとも一層以上のインキ層からなる加飾フィルムの前記インキ層上に熱収縮層を形成してプレフォームし、さらに熱収縮層を剥離した加飾フィルムをインサートして成形樹脂を射出成形する加飾成形品の製造方法、成形樹脂の表面に、順に熱収縮層、インキ層、金属膜または無機酸化物膜からなる光学反射層、基材フィルムからなることを特徴とする加飾成形品、加飾フィルム等を提供する。
(もっと読む)
三次元成形用加飾シート及びその製造方法、並びに該加飾シートを用いた加飾樹脂成形品及びその製造方法
【課題】意匠性に優れるメタリック調を有し、かつ耐擦傷性に優れた加飾樹脂成形品を与える成形性に優れる三次元成形用加飾シートを提供する。
【解決手段】ベースフィルム上に、少なくとも、金属薄膜層及び表面保護層をこの順で有する三次元成形用加飾シートであって、金属薄膜層と表面保護層が直接接触して密着するか又はプライマー層を介して密着してなり、かつ該表面保護層が、ポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含む電離放射線硬化性樹脂組成物の硬化物からなる層であることを特徴とする三次元成形用加飾シートである。
(もっと読む)
フィルム成形物の製造方法
【課題】金属配線を備えた三次元の成形物を提供する。
【解決手段】基材フィルム上に、金属配線の材料を含む機能液を塗布して金属配線パターンを形成する金属配線パターン形成工程と、前記金属配線パターンが形成された前記基材フィルムを成形する成形工程と、を含み、前記成形工程では、前記機能液を固化させる前に、前記基材フィルムを成形する。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
複合体及びその製造装置及び方法
【課題】軽量で強度や耐久性に優れ、かつ、外観や手触り感が良好な複合材及びその製造装置及び方法を提供する。
【解決手段】強化繊維を含有し、熱可塑性樹脂からなるシート材20を、熱成形によって仮賦形(図1(C))してから金型30のキャビティ36にインサートする(図1(D))。そして、該シート材20を加熱冷却すると同時に、あるいは、加熱冷却後に、前記シート材20の主面20Bに熱可塑性樹脂を射出成形して金型形状に追従させ(図1(E)及び(F))、冷却後に金型30から複合体10を離型する(図1(G))。複合体10は、強化繊維を含有する熱可塑性樹脂からなるシート材20と、熱可塑性樹脂からなる射出成形部50が一体に強力に融着されており、軽量で強度や耐久性能に優れている。しかも、外観や手触り感が良好であり、成形後に別途表面処理を施すことなく、シート材主面20Aをそのまま仕上がり面として利用可能である。
(もっと読む)
インサート成形方法およびその装置
【課題】インサート成形品の、樹脂成形部に対する金属板のプレス加工部位の形状精度を高くする。
【解決手段】インサート成形用の成形型2に、ポンチ部211およびダイス部221を設け、成形型2によってターミナル(金属板)12を挟持する工程のとき、ポンチ部211とダイス部221とによって、ターミナル12に凸部121をプレス加工する。これによると、ターミナル12の凸部121の、樹脂成形部11に対する形状精度は、成形型2の精度レベルの高い精度を実現することができる。
(もっと読む)
二重壁構造を有する合成樹脂製ボトル
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
1 - 20 / 200
[ Back to top ]