
Fターム[4F206AD34]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524) | プライマー処理、下塗り (103)
Fターム[4F206AD34]に分類される特許
1 - 20 / 103
電動パワーステアリング装置
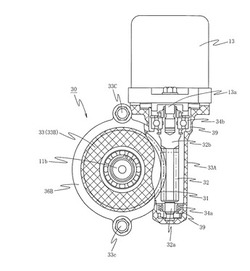
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
インサート成形用接着積層体
【課題】インサート成形時における溶融樹脂のインジェクション圧力により金属インサート部材表面に積層した接着剤が押し流されるのを防止し、インサート部材と射出樹脂との良好な接着性が形成できるインサート成形用接着積層体を提供することを目的する。
【解決手段】ポリオレフィン系樹脂に極性基を導入した変性ポリオレフィン系樹脂組成物からなるホットメルト接着フィルムを布に予め含浸させておいた接着層を金属インサート部材に積層してインサート成形を行なうことにより上記課題が解決されることを見出した。
(もっと読む)
金属ハウジングにプラスチック成型部材を接合する方法

【課題】金属ハウジングにプラスチック部材を接合する方法を提供する。
【解決手段】内面及び外面を有する金属ハウジング10を準備する。中空状に刻装された領域が金属ハウジング10には設けられている。接合領域を形成するべく、金属ハウジング10の内面に物理的処理が施される。接合領域上に接着層が形成される。第1射出成型を実行することにより、接着層上にプラスチック成型部材12が形成される。第2射出成型を実行することにより、中空状に刻装された領域内に光学プラスチック部材14が成型される。
(もっと読む)
プラスチック部材を有する金属ケースによる複合部品
【課題】本発明は、プラスチック部材を有する金属ケースによる複合部品を提供する。
【解決手段】内側面と、外側面と、を有する金属ケースと、物理的方式によって、前記金属ケースの前記内側面に成形される貼合面と、前記貼合面に対向して設けられる接着層と、射出成形によって、前記接着層に成形されるプラスチック部材と、を備える、プラスチック部材を有する金属ケースによる複合部品である。
(もっと読む)
金属ハウジングにプラスチック成型部材を接合する方法
【課題】金属ハウジングにプラスチック部材を接合する方法を提供する。
【解決手段】内面及び外面を有する金属ハウジング10を準備する。接合領域を形成するべく、金属ハウジング10の内面に物理的処理が施される。接合領域上に接着層が形成される。プラスチック射出成型により、接着層上にプラスチック成型部材12が形成される。
(もっと読む)
化成処理溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体であって、めっき鋼板と熱可塑性樹脂組成物の成形体との接合性に優れる複合体を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は15〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板のめっき層表面に、有機樹脂を含む膜厚0.5μm以上の化成処理皮膜を形成する。得られた化成処理溶融Zn−Al−Mg合金めっき鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
曲面加工成形品の製造方法、曲面加工成形品の製造装置及び天然木柔軟シート
【課題】天然木突板を射出成形により曲面形状に加工して得られる曲面加工成形品において、表面に生じる裂けや割れを低減することができる曲面加工成形品の製造方法を提供する。
【解決手段】天然木突板11を射出成形により曲面形状に加工して得られる成形品である曲面加工成形品の製造方法であって、天然木突板11に1種類のみの合成樹脂14を含浸させて天然木柔軟シート10を生成する天然木柔軟シート生成工程(S102)と、生成された天然木柔軟シート10を射出成形により曲面形状に加工して曲面加工成形品40を製造する射出工程(S104)とを含む。
(もっと読む)
成形法
【課題】熱可塑性樹脂と金属やセラミックスからなる部材との密着性に優れるとともに樹脂−部材界面における応力緩和性にも優れた熱可塑性樹脂と異種材料との複合成形体の一体化成形法を提供する。
【解決手段】
熱可塑性樹脂を金属又はセラミックスからなる部材と一体化成形する際に、該部材の該熱可塑性樹脂と接する全面に、アミン系硬化剤を使用するBステージ化又はプレゲル化したエポキシ樹脂接着剤層を、厚み5〜500μmで予め形成した後、該部材と該熱可塑性樹脂を、金型温度は60〜180℃、熱可塑性樹脂注入温度は250〜400℃、成形サイクル時間は1秒〜3分で一体化成形するとともに、その成形温度でその成形サイクル時間のうちに該接着剤を硬化させる。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
表面機能層を有する車載用パネル部材
【課題】表面機能層を有する車載用パネル部材を提供する。
【解決手段】厚みが0.05〜2mm、融点が220℃以上、200℃での収縮率が5%〜40%であるキャリアフィルムの表面に機能層が設けられ、かつ機能層側の表面に熱硬化性接着層が設けられた機能層を有するフィルム6を、一方の金型と他方の金型との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂組成物5を射出する工程および成形体よりフィルムを剥がす工程を含む、方法により、表面に機能層を付与された樹脂成形体よりなる車載用パネル部材7を成形する。
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
表面パネルの製造方法
【課題】 樹脂層と加飾フィルムとが密着した表面パネルを製造する製造方法であって、加飾フィルムに皺などが生じることなく加飾部を高精度に位置決めできる製造方法を提供する。
【解決手段】 第1の型10の成形凹部12と第2の型20の成形凸部23との間に形成されたキャビティC内に未成形の加飾フィルム5を介在させ、ゲート13からキャビティCの内部の溶融樹脂4aを射出する。溶融樹脂4aの圧力によって、加飾フィルム5が成形凸部23の表面に密着させられる。第1の型10と第2の型20との間で、加飾フィルム5を拘束せず、延伸しやすくしておくことにより、加飾フィルム5が皺を発生することなく、成形凸部23に密着できるようになる。
(もっと読む)
ハードコート層を兼ね備えたエンボス層を有するインモールド用転写箔、該転写箔の製造方法および射出成形品
【課題】意匠性および物性に優れ、ハードコートおよびエンボスを有するインモールド用転写箔、および該転写箔の製造方法、およびそれらを用いた成型形品を提供すること。
【解決手段】基材上に、離型層、ハードコート層を兼ね備えたエンボス層、印刷層および接着層を順次積層させてなることを特徴とするインモールド用転写箔。
さらに、インモールド用転写箔が、さらにプライマー層および/または反射層を、ハードコート層を兼ね備えたエンボス層と接着層との間に有することを特徴とするインモールド用転写箔。
(もっと読む)
フィルム加飾部品の製造方法、フィルム加飾部品および家電製品
【課題】家電製品に用いる外観部品に係り、特に、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって、複雑な形状を有するものであっても、適切に加飾すること。
【解決手段】リサイクル材料である樹脂成形体を用いた基材と加飾材と接着剤とを用いて加飾部品を製造する製造方法において、所定の条件を満たす、基材と加飾材と接着剤とを用いることによって、加飾材が溶融樹脂と接触した際に、射出された樹脂が有する熱により加飾材の外観品位が損なわれることが無く、接着剤が十分に溶融するため加飾材と基材成形体との間の接着性が高い加飾部品を製造することができる。
(もっと読む)
インモールド成形品、インモールド成形用フィルム、およびインモールド成形品の製造方法
【課題】成形品の端部での箔バリの発生を抑えることができ、箔バリ処理専用の治具や、箔バリ処理の工程を不要にすることができるインモールド成形品を提供する。
【解決手段】本発明にかかるインモールド成形品は、成形品表面に転写フィルム202を有するインモールド成形品において、転写フィルム202の接着層306にフィラー307を備えたものである。
(もっと読む)
可動結合体の製造方法
【課題】二つの部材を組み込んだ状態で、アンダーカット形状を成形する可動結合体の製造方法を提供する。
【解決手段】可動結合体10の製造方法は、第1部材11aの表面の少なくとも一部に外覆材13を設ける工程と、前記外覆材13の設けられた部分をキャビティ23に内包させる工程と、キャビティ23に流動体15を充填する工程と、この流動体15を固化させて第2部材12aにする工程と、第1部材11a、前記外覆材13及び第2部材12aの一体化物10aを取り出す工程と、前記一体化物10aを焼結することにより、第1部材11aと第2部材12aに含まれる樹脂バインダ及び外覆材13を熱分解気化して除去し、第1部材11に対し第2部材12が可動できるように結合させる工程とより成る。
(もっと読む)
金属成形品のシール構造
【課題】シール体の組み付けの手間を省略して金属成形品の全体コストを削減でき、さらに常に均一で安定したシール性能を発揮できる金属成形品のシール構造を提供する。
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
(もっと読む)
金属合金を含む接着複合体とその製造方法
【課題】熱硬化性樹脂の金属合金類への射出接合を行って、熱硬化性樹脂成形物と金属合金形状物との組み合わせによる耐食性、耐候性、耐熱性に優れた複合体とする。
【解決手段】(1)1〜10μm周期で高低差がその周期の半分程度までの凹凸面,72とし、(2)凹部面の内壁面を10〜500nm周期、最も好ましくは50〜100nm周期の超微細凹凸面とし、(3)表面はセラミック質の硬質相の薄層で覆われたものにするNAT処理を行った金属合金片,61に1液性エポキシ接着剤、フェノール樹脂接着剤または不飽和ポリエステル樹脂系接着剤を塗布し、この接着剤塗布済み金属合金片を射出成形金型にインサートし、そこへ接着剤と同類の熱硬化性樹脂組成物を射出することにより、接着剤層を介在させて金属合金形状物と熱硬化性樹脂組成物とを一体化した複合体とする。
(もっと読む)
積層構造を有する成形体及びその製造方法
【課題】強固に接着され且つ長期安定性に優れ、電気絶縁性、耐熱性に優れた金属/樹脂積層体を提供する。またその簡便な製造方法を提供することにある。
【解決手段】窒素を含有する樹脂、好ましくはポリアミドやポリイミドを含むことを特徴とする外層(A)、エポキシ基を有する化合物から導かれる樹脂を含むことを特徴とする中間層(B)、金属を含むことを特徴とする内層(C)とを含む積層構造を有する成形体は、外層に用いる樹脂がエポキシ基を有する化合物の硬化剤としても機能する事があるので、層間の接着力が強い態様や、従来の低分子量エポキシ硬化剤量を低減出来ることから積層体の経時的な汚れや金属の変性、腐蝕を抑制できると期待される。
(もっと読む)
1 - 20 / 103
[ Back to top ]