
Fターム[4F206AD35]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 複数の挿入物等の使用 (338)
Fターム[4F206AD35]の下位に属するFターム
直列的に配列したもの (10)
Fターム[4F206AD35]に分類される特許
1 - 20 / 328
合成樹脂製中空曲管の製造方法
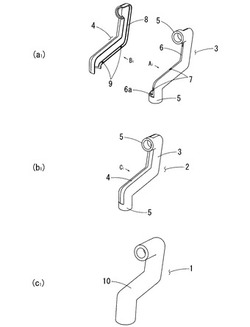
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
合成樹脂製管

【課題】 半割れ体を組み立てて構成される合成樹脂管において、管体のシール性を高める。
【解決手段】 合成樹脂製管1は管の中間部分を所定の分割面で分割し対をなす合成樹脂製半割れ体11,12として形成し、前記半割れ体同士が接合されるべき接合部を、熱可塑性の二次樹脂によって接合一体化した合成樹脂製管である。半割れ体11,12への分割は、管の当該部分の中心軸の一部と平行な平面状の分割面PLによってなされると共に、前記接合部が閉じた環状をなすようにされ、二次樹脂が接合部の外周全体を取り囲むように射出成形されて環状の結合帯13とされている。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
複合基板および複合基板の製造方法
【課題】 特殊な工具や作業工数を要することなく、簡易に射出成形基板とプリント配線基板とを接合することが可能な複合基板の製造方法等を提供する。
【解決手段】 回路導体13を所定位置にピン等で射出成形金型である金型19a、19bに固定する。この際、プリント配線基板15を所定の位置に配置し、プリント配線基板5のパット15と回路導体13とを接触させる。この状態で、金型19a、19bにより形成されるキャビティ内に樹脂11を射出して射出成形を行う。金型19a、19b内に樹脂11を射出する際、射出温度によって回路導体13(めっき層17)の温度が上昇する。射出温度がめっき層17の溶融温度よりも高ければ、射出時にめっき層17が溶融する。したがって、回路導体13の表面とパット15との接触部において、めっき層17が溶融し、その後の冷却時にろう付けされる。
(もっと読む)
光電子部品及びその製造方法
【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
複合部品の製造方法及び複合部品
【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
インサート樹脂成形品
【課題】ボルトの取付精度を低下させずに、ねじ締付け力が低下し難いインサート樹脂成形品を提供する。
【解決手段】バスバー17の貫通穴41に軸部39を挿通された第2インサートボルト21の頭部37が、バスバー17の締付面43と共に樹脂材15によってインサート成形されるヒューズブロック11であって、締付面43には、貫通穴41の開口縁45より外周側において頭部37と当接し、貫通穴41の開口縁45を囲む環状突起47が設けられている。
(もっと読む)
金属部材と成形樹脂部材との複合成形体および金属部材の表面加工方法
【課題】製造工程を煩雑にすることなく、金属と樹脂との異種材料間の充分な密着性と気密性を有する樹脂複合成形体を、安価に製造する方法を提供する。
【解決手段】金属部材の表面に、レーザー光や電子ビームなどの高密度エネルギーを照射することによって、金属表面が溶融飛散して形成するクレーター状の複雑に入り組んだ窪みを設ける。このクレーター状の窪みが、一部重複する領域を持つ照射条件を用いる事によって、金属表面が溶融飛散して形成する廂状の隆起部と、隆起部の先端に生ずる球状の金属飛沫、及び加工の際に生じる粒状のスパッタを固着させた粗面形状を形成する。これにより、樹脂成形された樹脂が粗面により形成した括れ空間に入り込み、樹脂が金属部材表面から剥がれる方向の体積変化に対しアンカー効果を発生させる。
(もっと読む)
転がり軸受用保持器およびその製造方法
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
二色成形品
【課題】二色成形品を過酷な使用条件下で長期間にわたり使用する際や塗装する際に、貼り付けたフィルムの剥離が起こりにくいことを特徴とする二色成形品を提供する。
【解決手段】熱可塑性樹脂よりなるシート状物1にフィルム2を貼り合せ、該シート状物1の周囲面に二色目の熱可塑性樹脂が該フィルム端部を挟持するように形成されていることを特徴とする二色成形品。
(もっと読む)
複合構造体及び複合構造体の製造方法
【課題】インサート成形体における樹脂部材が、薄肉部分、立体的形状を有することが可能な複合構造体を提供する。
【解決手段】立体腑形シートからなる第一熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体に積層するように接合された第二熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体と第二熱可塑性樹脂成形体とに挟まれるインサート部材と、を備える複合構造体とする。第一熱可塑性樹脂成形体は、インサート部材が配置される溝部を有することが好ましい。用途によっては、第一熱可塑性樹脂成形体は、発泡構造を有することが好ましい。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
電極端子と金属膜層を備えた合成樹脂成形品
【課題】アンテナや、電子回路の構成要素としての回路パターンを一体的に設けた合成樹脂成形品に、信頼性のある電気的接続を確保できる電極端子を備えるようにすることを課題とする。
【解決手段】金型内に設置した合成樹脂シート21上に溶融合成樹脂を射出することによって成形される合成樹脂成形品10において、この合成樹脂成形品は、合成樹脂シート部21と射出成形樹脂部31から成り、合成樹脂シート部21には加飾印刷により形成された加飾膜層と、無電解めっき又は電解めっきにより形成された金属膜層21aが備えられ、射出成形樹脂部31には、インサート成形により電極端子11が埋め込まれ、電極端子11の一方の端部は当該金属膜層21aに接触し、電極端子11の他方の端部は当該射出成形樹脂部31から外部へ突出している構成の合成樹脂成形品10とした。
(もっと読む)
インサート成形用金型及びカラーのインサート成形方法
【課題】カラーのインサート成形に用いる金型において、高さの異なるカラーに対応可能で、かつ、製造公差を吸収可能なインサート成形用金型を実現し、カラーをインサート成形する。
【解決手段】ボルト挿入穴7、9の内周面にカラー11、13がインサート成形される樹脂製品1を成形する一対の金型3、5と、カラー11、13に挿入される入れ子15、17とを備えてなり、金型3には、入れ子15、17が摺動可能に挿入される入れ子挿入穴19、21が形成され、金型5には、カラー11、13を包囲するキャビティ6が形成され、入れ子15、17は、カラー11、13の内法断面形状に対応する断面形状の上部23、25と、カラー11、13の外法断面形状に対応する断面形状の底部27、29とを備え、金型5に向けて弾発付勢されてなるインサート成形用金型。
(もっと読む)
樹脂成形品
【課題】 加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 金属部品1の一部を熱可塑性樹脂組成物からなる樹脂成形部3に埋設し、金属部品1が露出している部分1Aに発熱部品5を接続する。発熱部品5が発生する熱を、金属部品1及び樹脂成形部3の一部を構成する熱可塑性樹脂層3Aを介して放熱板7へ放熱する。熱可塑性樹脂層3Aの厚みtは0.4〜1mmとする。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
広口減圧吸収容器
【課題】 本発明は、容器の底部に設けた減圧吸収機能部により十分に大きくかつ確実な減圧吸収作用を得ることにより、減圧に対して安全にかつ適正に対応する容器を提供することを目的とする。
【解決手段】 口筒部3と胴部3と底部8を有する容器本体1の本体部分を構成し、底部8の底板部10に形成された開放部11を塞いでインモールド材である柔らかい底フィルム12を設け、周端部を底板部10に密に接合した底フィルム12の撓み変形により、大きな減圧吸収能力を確実に得る。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
成形方法及び成形装置
【課題】あらかじめ合成樹脂で成形された第1成形体に対して、第2成形体を合成樹脂の射出成形により十分な接合強度で接合成形することができるようにすること。
【解決手段】あらかじめ合成樹脂で成形された第1成形体12を成形型17,18内にセットして型閉めする。その状態で、成形型17,18内に熱風供給路24から熱風を供給して第1成形体12の表面を加熱する。その加熱された表面部分に接合するように、成形型17,18内に合成樹脂を射出して第2成形体13を成形する。
(もっと読む)
ストラットマウント及びストラットマウント成形用金型
【課題】サスペンションのリバウンド時、弾性部材に当接するストッパプレートに、例えば、プレートの表裏面を貫通する孔が開けられていた場合、孔の弾性部材に対向する側の開口エッジ或いは開口エッジに残っているバリ等により、ストッパプレートが当接する弾性部材に傷が付き易く、更には、弾性部材に亀裂が入り易かった。
【解決手段】内筒部材12に、外側部材13の上部上方に露出するストッパゴム14に対向して位置し、搬送手段の係止部Fが入り込む係止用孔16が開けられたストッパプレート15を形成し、ストッパプレート15の裏面15aを覆うプレートゴム14aを有する。
(もっと読む)
1 - 20 / 328
[ Back to top ]