
Fターム[4F206AG05]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 表面凹凸 (153)
Fターム[4F206AG05]に分類される特許
1 - 20 / 153
樹脂成形品製造方法及びフィルム
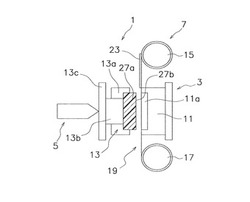
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
パターン転写媒体製造装置、パターン転写媒体製造方法、ディスク状パターン転写媒体、パターン転写媒体

【課題】例えばバイオチップ等の微細な凹凸パターンの転写されたパターン転写媒体の製造に関してその成形精度を確保しつつ製造時間の短縮化を図る。
【解決手段】ディスク成形用金型とディスク状スタンパとを用いて光ディスクの基板生成と同様の射出成形プロセスを利用してディスク状パターン転写媒体を生成し、該ディスク状パターン転写媒体からパターン転写部の周囲を切削して所定形状のパターン転写媒体を得る。射出成形においてパターン転写媒体の形成材料を金型の中央部(つまりディスク中心部)より放射状に射出することができ、該形成材料を金型内の隅々まで行き渡らせ易くできる。これにより面内厚均一化のために要する圧力をランナー方式(角形成形)の場合よりも小さくでき、また面内厚均一化のために要する圧力印加時間もより短くできる。また光ディスクと同様の射出成形プロセスを利用することで、微細パターンの転写精度をランナー方式の場合よりも高めることができる。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
発泡樹脂成形品の製造方法、及び、その発泡樹脂成形品の接合構造
【課題】寸法、形状、形成位置の精度が良い取付け孔を備えた発泡樹脂成形品の製造方法と、その発泡樹脂成形品の接合構造を提供する。
【解決手段】可動金型D2は固定金型D1との対向型面に取付け孔4を形成するための突部50を有し、固定金型D1は可動金型D2との対向型面に前記突部50の先端を収容するための凹部51と取付け孔4の外周縁にリブ3を形成するための環状溝52とを有するものとする。発泡工程では可動金型D2を所定ストローク長L後退することにより、可動金型D2と固定金型D1との間に発泡スペースを形成し、発泡させることにより、取付け孔4とその外周縁のリブ3とを備えた発泡樹脂成形品1を成形する。半成形品10の段階で形成されたリブ3の先端部が固定金型D1の環状溝52から完全に抜け出ないことにより、その発泡時に生じる取付け孔4の径方向形状変形が防止される。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
加飾合成樹脂シートの製造方法および当該製造方法によって製造された加飾合成樹脂シートを使用した合成樹脂成形品
【課題】合成樹脂シートにスタンパーをプレスすることにより微細な凹凸状ラインの集合体を転写する際に生じる合成樹脂シートの変形やそりを防止するとともに製造サイクルを短縮することができる、合成樹脂シートに装飾を転写する加飾合成樹脂シートの製造方法を提供すること
【解決手段】加飾合成樹脂シートの製造方法は、第1のガラス転移温度を有する第1の材料からなる第1のシート層1の上面に、第1のガラス転移温度より低い第2のガラス転移温度を有する第2の材料からなる第2のシート層2で形成された合成樹脂シート3を第2のガラス転移温度から第1のガラス転移温度までの間の温度に加温し、スタンパー5をプレスすることにより第2のシート層2に装飾を転写する工程を備える。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
樹脂の成形方法
【課題】金属表面の微細凹凸パタンを高度に成形品に転写でき、しかも、生産性及び経済性に優れる樹脂の成形方法を提供すること。
【解決手段】本発明の樹脂の成形方法は、金型表面に設けられた微細凹凸パタンを樹脂表面に転写する樹脂の成形方法であって、あらかじめ二酸化炭素を1MPa〜15MPaの圧力でキャビティに充填してから、0.1重量%以上の二酸化炭素が溶解した液状樹脂をキャビティに充填する充填工程を有し、金型の微細凹凸パタンが、凹みの開口部(11)を楕円で近似した場合に、短軸の長さが3μm以下であり、凹みの深さと前記短軸の長さの比(前記凹み深さ/前記短軸の長さ)が0.5以上、4.0以下であることを特徴とする。
(もっと読む)
表皮材および表皮材の製造方法、この表皮材を用いた車両内装部材
【課題】表面に形成された意匠部の表面処理を正確に行なうことを可能とする。
【解決手段】
表皮材10は、表面10Aの所定位置にステッチ模様20が形成されると共に、該ステッチ模様20の形成部位に対応する裏面10Bに、位置決め片部24が該裏面10Bから突設されている。この位置決め片部24は、表皮材10をセットするセット部32に凹設された位置決め溝部40に係脱可能に係止するようになっている。従って表皮材10は、位置決め片部24を位置決め溝部40に係止することでステッチ模様20が該セット部32に正確に位置決めされ、塗装装置の塗装ヘッド部34による該ステッチ模様20の塗装を正確に行なうことができる。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】高い表面強度を有しつつ、且つ、成形品表面に凹凸を形成することのできる、インモールド用転写箔を提供する。
【解決手段】ベースフィルムの一方の面に、剥離層と、紫外線硬化性樹脂を含むハードコート層と、所定の絵柄パターンを有する印刷層と、該印刷層を成形品の表面に接着させるための接着層とをこの順序で備え、ベースフィルムのもう一方の面に、熱硬化性樹脂を含む凹凸形成層が設けられているインモールド用転写箔。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
電子写真機器用現像ロール
【課題】層形成ブレードへのトナー粒子の固着を長期に渡って抑制できるとともに、画像をきめ細かくできる電子写真機器用現像ロールを提供すること。
【解決手段】軸体12と、軸体12の外周に形成されたゴム弾性層14と、を備えた現像ロール10において、ゴム弾性層14の表面には、型転写により、径φ1に対する高さhの比(h/φ1)が0.5以上の凸部16aが多数形成されており、多数の凸部16aが形成されたゴム弾性層14の表面には、さらに、トナー離型性を高める表面改質が施されている。
(もっと読む)
樹脂成形品の成形方法
【課題】非意匠面側に凹凸のある樹脂成形品を光輝性材料が混入している樹脂材によって成形したとき、非意匠面側での光輝性材料の乱れに伴うウェルドライン等が意匠面側では隠されて見栄えをよくする。
【解決手段】非意匠面側に凹凸のある樹脂成形品を、光輝性材料が分散状態で混入している樹脂材によって成形する樹脂成形品の成形方法であって、光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して凹凸のある非意匠面22側を先に成形し、その後に同じく光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して意匠面21側を成形する。
(もっと読む)
片落レデューサの製造方法
【課題】材料の無駄が少なく、製造コストが低廉で、強度的にも優れた均一な片落レデューサを製造する。
【解決手段】本発明の片落レデューサの製造方法は、成形体を形成するように雄型と雌型とを配置する工程と、雄型と雌型とのキャビティに、硬質ポリ塩化ビニル樹脂を射出する工程と、硬質ポリ塩化ビニル樹脂を固化することにより筒状体を成形する工程と、雄型と雌型とを除去する工程と、成形後の筒状体を開口部の中心線に垂直な方向に切断する工程とを備える。
(もっと読む)
加飾シート、およびそれを用いた加飾成形品の製造方法
【課題】表面に凹凸模様を有する加飾成形品を製造する際に用いられる加飾シートにおいて、高硬度性などの表面特性と耐ブロッキングおよび成形性とをより高いレベルで実現できる加飾シートを提供する。
【解決手段】基材フィルムの片面に少なくとも賦形層とハードコート層形成層とを順に備えた加飾シートであって、前記賦形層が、その表面に凹凸模様を有しており、前記ハードコート層形成層が、前記賦形層の凹凸模様に追従するように、前記賦形層上にハードコート層形成用組成物を塗布して形成されており、前記ハードコート層形成用組成物が、ビニル基、(メタ)アクリロイル基およびアリル基から選ばれる少なくとも一種を有する、重量平均分子量が50000以上である多官能性ラジカル重合型プレポリマーからなる電離放射線硬化性官能基Aと、表面に電離放射線硬化性官能基Bを有する反応性無機粒子と、多官能イソシアネート化合物と、を含んでなる。
(もっと読む)
加飾シート、およびそれを用いた加飾成形品の製造方法
【課題】表面に凹凸模様を有し、高硬度性などの表面特性と耐ブロッキングおよび成形性とをより高いレベルで実現できる加飾シートを提供する。
【解決手段】基材フィルム11の片面に少なくとも賦形層12とハードコート層形成層14とを順に備え、前記ハードコート層形成層14が、前記賦形層12の凹凸模様に追従するように、前記賦形層上にハードコート層形成用組成物を塗布して形成されており、前記ハードコート層形成用組成物が、ビニル基、(メタ)アクリロイル基およびアリル基から選ばれる少なくとも一種を有する、重量平均分子量が50000未満である多官能性ラジカル重合型プレポリマーからなる電離放射線硬化性官能基Aと、表面に電離放射線硬化性官能基Bを有する反応性無機粒子と、多官能イソシアネート化合物とを含んでなり、前記プレポリマーが、前記プレポリマーと前記反応性無機粒子との合計に対して、15〜75質量%含まれてなる。
(もっと読む)
車両用樹脂成形品及びその製造方法
【課題】パーティングラインに代表される射出成形金型の構造型同士の隙間線が金属調シート成形品に転写されても、その転写された隙間線を目立たなくすることが可能な車両用樹脂成形品及びその製造方法の提供を目的とする。
【解決手段】
本発明に係るドアハンドル10は、金属調シート成形品20のインサート成形品であって、金属調シート成形品20にて外面が覆われている。金属調シート成形品20には、射出成形金型64の雌側金型66とスライド型80との隙間線K1が転写された転写隙間線K2が形成されている。また、金属調シート成形品20は、スライド型80に形成されたシボ82が転写された凹凸パターン転写領域R2を備え、その凹凸パターン転写領域R2の境界線が転写隙間線K2に一致している。
(もっと読む)
光拡散カバーの製造方法
【課題】光拡散シートのインサート成型に接着剤を用いることで、接着強度および品質の良好な光拡散カバーを提供する。
【解決手段】接着剤層14を設けた光拡散シート12を金型24内に配置した後に、ベース材16用の成型樹脂を金型24内に射出することにより、光拡散シート12がベース材16に接合された光拡散カバー10を製造する。
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
三次元成形加飾シート及びそれを用いた加飾成形品
【課題】電離放射線硬化性樹脂組成物を硬化した状態で三次元成形に供した場合であっても、優れた耐傷付き性と三次元成形性とを両立し得る表面保護層を有する三次元成形加飾シートを提供する。
【解決手段】基材上に、少なくとも離型層及び表面保護層をこの順で積層してなる、射出成形同時転写用の三次元成形加飾シートであって、該表面保護層が、ポリカーボネート(メタ)アクリレートを含む電離放射線硬化性樹脂組成物からなることを特徴とする三次元成形加飾シートである。
(もっと読む)
1 - 20 / 153
[ Back to top ]